





Liquid Ring Vacuum Pump
28,000 Per Piece

Liquid Ring Vacuum Pump
15,000 Per Piece
Best Deals from Liquid Ring Vacuum Pumps

Liquid Ring Vacuum Pump
20,000 Per Piece
1 Piece (MOQ)

Liquid Ring Vacuum Pump
Get Price Quote
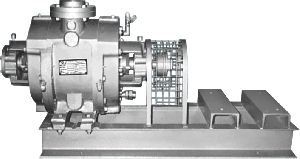
Pumps can offer lower tip speed for any requirement for better efficiency. Control plate port angle selected on basis of specific operating condition which reduce over compression & power. Non pulsating vacuum. Can handle air / gas. Standard gland shaft seal / Mechanical shaft seal. Easy to maintain the pump as axial clearance is in millimeters. Rotor is dynamically balanced Construction : CI / GBZ / SS-304 / Alloy steel. Capacity : 20m3 / hr to 7000 m3 / hr Vacuum : Up to 700 mm of hg. Pressure : Up to 3.5 Kg / cm2
SINGLE STAGE LIQUID RING VACUUM PUMP
Get Price Quote
Applications : Dehydration & Filtration processes Distillation, Evaporation & Drying Deodorization & Evacuation Sterilizing & Conveying Venting & Sucking Features : Can be supplied with accessories like mechanical seal, Corrosion Resistant Coatings, Water Reticulation System, Special Type Couplings, Exhaust Silencer for specific application. Simple & Rugged Construction Trouble free Operation Easily handle dust laded Gases Material of Construction : Graded Cast Iron, Stainless Steel grade SS 304, SS 316, SS 316L, Bronze & combination of the same as required.

Liquid Ring Vacuum Pump
Get Price Quote
We are highly experienced manufacturers best known for the quality of our developed Liquid Ring Vacuum Pump. These pumps work on a single and multi-stage operation, and widely demanded to handle vacuum free movement of liquid, gas, and water in various industries. Product Details Brand:-LeelamRotation Speed :-1400 RPM to 2800 RPMPower:-3 HP to 90 HP Vacuum Range:-725 mm of Hg

Liquid Ring Vacuum Pumps
Get Price Quote
The liquid ring vacuum pump is designed to handle liquid, water, gas and air movement applications in various industries. We design vacuum pumps based on widely acclaimed liquid ring technology to offer high end transfer solutions in industries. Our liquid ring pumps are the best devices for handling applications like vacuum filtration, extracting moisture, removal of water from pulp during paper processing, mineral beneficiation, ash handling and much more. Available in 5000 m3 /hr to 22000 m3 /hr working capacity, our liquid ring vacuum pump is the right device for use in sugar mills, oil refineries, distilleries, coal washeries, power plants and mines. It can serve wide range of applications in paper, chemicals, pharmaceuticals, fertilizer, railways and textile industries.