
VFD Drives
A Variable Frequency Drive (VFD) is a type of motor controller that drives an electric motor by varying the frequency and voltage supplied to the electric motor. Other names for a VFD are variable speed drive, adjustable speed drive, adjustable frequency drive, AC drive, microdrive, and inverter. We offer 34 hp to 1000hp VFD drives with open and closed loop vector control
...more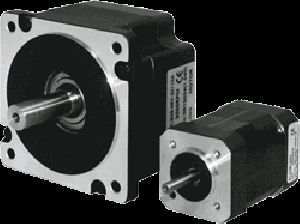
Stepper, DC and BLDC motors with controllers
Stepper Motor: A stepper motor is an electro mechanical device which converts electrical pulses into discrete mechanical movements. The shaft or spindle of a stepper motor rotates in discrete step increments when electrical command pulses are applied to it in the proper sequence. 2 phase and 4 phase motors with NEMA 8 to NEMA 42 dimensions are available. DC Motor: A DC motor in simple words is a device that converts electrical energy (direct current system) into mechanical energy. we offer 3-watts to 240-watts with the speed of 2 - 215RPM motors are available with us. Rated torque 140 kgf cm available BLDC Motors: DC brushless motors are electric 3-phase motors with Hall sensors. We offer power range up to 52 watts to 660W output with the rpm of 3000 to 4000 RPM. Rated torque from 1 to 21kgf cm.
...more
Servo Motors and Drives
A servomotor is a rotary actuator or linear actuator that allows for precise control of angular or linear position, velocity and acceleration.[1] It consists of a suitable motor coupled to a sensor for position feedback. It also requires a relatively sophisticated controller, often a dedicated module designed specifically for use with servomotors. Servomotors are not a specific class of motor although the term servomotor is often used to refer to a motor suitable for use in a closed-loop control system. Servomotors are used in applications such as robotics, CNC machinery or automated manufacturing. Torque ranging from 0.18 to 1650Nm is available. Drives : 30 watts to 15KW power, 3000RPM, with high resolution encoder, IP67 drives available
...more
position sensor
Widely acclaimed for providing high quality products, we are known as the well-known Supplier in the market. We are a flexible company. We support our clients wholeheartedly and provide them with the option to make payment online or offline. We are comfortable with diverse payment methods. Our sophisticated position sensors are available in various sensor areas ranging up to 500mm.
...more
Programmable Logic Controller
We are a distinguished Importer and Supplier of Programmable Logic Controller in Karnataka, India. The Programmable Logic Controller or programmable controller is a digital computer, which is used for the automation of typically industrial electromechanical processes, such as control of machinery on factory assembly lines, amusement rides, or light fixtures. PLCs are used in many machines, in many industries. PLCs are designed for multiple arrangements of digital and analogue inputs and outputs, extended temperature ranges, immunity to electrical noise, and resistance to vibration and impact. Programs to control machine operation are typically stored in battery-backed-up or non-volatile memory. A PLC is an example of a "hard" real-time system since output results must be produced in response to input conditions within a limited time, otherwise unintended operation will result. Programmable Logic Controller, PLC, or Programmable Controller is a digital computer used for automation of typically industrial electromechanical processes, such as control of machinery on factory assembly lines, amusement rides, or light fixtures. PLCs are used in many machines, in many industries. PLCs are designed for multiple arrangements of digital and analog inputs and outputs, extended temperature ranges, immunity to electrical noise, and resistance to vibration and impact. Programs to control machine operation are typically stored in battery-backed-up or non-volatile memory. A PLC is an example of a "hard" real-time system since output results must be produced in response to input conditions within a limited time, otherwise unintended operation will result. Programming : Early PLCs, up to the mid-1990s, were programmed using proprietary programming panels or special-purpose programming terminals, which often had dedicated function keys representing the various logical elements of PLC programs.[2] Some proprietary programming terminals displayed the elements of PLC programs as graphic symbols, but plain ASCII character representations of contacts, coils, and wires were common. Programs were stored on cassette tape cartridges. Facilities for printing and documentation were minimal due to lack of memory capacity. The oldest PLCs used non-volatile magnetic core memory. More recently, PLCs are programmed using application software on personal computers, which now represent the logic in graphic form instead of character symbols. The computer is connected to the PLC through Ethernet, RS-232, RS-485, or RS-422 cabling. The programming software allows entry and editing of the ladder-style logic. Generally the software provides functions for debugging and troubleshooting the PLC software, for example, by highlighting portions of the logic to show current status during operation or via simulation. The software will upload and download the PLC program, for backup and restoration purposes. In some models of programmable controller, the program is transferred from a personal computer to the PLC through a programming board which writes the program into a removable chip such as an EPROM Functionality : The functionality of the PLC has evolved over the years to include sequential relay control, motion control, process control, distributed control systems, and networking. The data handling, storage, processing power, and communication capabilities of some modern PLCs are approximately equivalent to desktop computers. PLC-like programming combined with remote I/O hardware, allow a general-purpose desktop computer to overlap some PLCs in certain applications. Desktop computer controllers have not been generally accepted in heavy industry because the desktop computers run on less stable operating systems than do PLCs, and because the desktop computer hardware is typically not designed to the same levels of tolerance to temperature, humidity, vibration, and longevity as the processors used in PLCs. Operating systems such as Windows do not lend themselves to deterministic logic execution, with the result that the controller may not always respond to changes of input status with the consistency in timing expected from PLCs. Desktop logic applications find use in less critical situations, such as laboratory automation and use in small facilities where the application is less demanding and critical, because they are generally much less expensive than PLCs. Features : Control panel with PLC (grey elements in the center). The unit consists of separate elements, from left to right; power supply, controller, relay units for in- and output.The main difference from other computers is that PLCs are armored for severe conditions (such as dust, moisture, heat, cold), and have the facility for extensive input/output (I/O) arrangements. These connect the PLC to sensors and actuators. PLCs read limit switches, analog process variables (such as temperature and pressure), and the positions of complex positioning systems. Some use machine vision.[4] On the actuator side, PLCs operate electric motors, pneumatic or hydraulic cylinders, magnetic relays, solenoids, or analog outputs. The input/output arrangements may be built into a simple PLC, or the PLC may have external I/O modules attached to a computer network that plugs into the PLC. Scan time : A PLC program is generally executed repeatedly as long as the controlled system is running. The status of physical input points is copied to an area of memory accessible to the processor, sometimes called the "I/O Image Table". The program is then run from its first instruction rung down to the last rung. It takes some time for the processor of the PLC to evaluate all the rungs and update the I/O image table with the status of outputs.[5] This scan time may be a few milliseconds for a small program or on a fast processor, but older PLCs running very large programs could take much longer (say, up to 100 ms) to execute the program. If the scan time were too long, the response of the PLC to process conditions would be too slow to be useful. As PLCs became more advanced, methods were developed to change the sequence of ladder execution, and subroutines were implemented.[6] This simplified programming could be used to save scan time for high-speed processes; for example, parts of the program used only for setting up the machine could be segregated from those parts required to operate at higher speed. Special-purpose I/O modules may be used where the scan time of the PLC is too long to allow predictable performance. Precision timing modules, or counter modules for use with shaft encoders, are used where the scan time would be too long to reliably count pulses or detect the sense of rotation of an encoder. The relatively slow PLC can still interpret the counted values to control a machine, but the accumulation of pulses is done by a dedicated module that is unaffected by the speed of the program execution. System Scale : A small PLC will have a fixed number of connections built in for inputs and outputs. Typically, expansions are available if the base model has insufficient I/O. Modular PLCs have a chassis (also called a rack) into which are placed modules with different functions. The processor and selection of I/O modules are customized for the particular application. Several racks can be administered by a single processor, and may have thousands of inputs and outputs. Either a special high speed serial I/O link or comparable communication method is used so that racks can be distributed away from the processor, reducing the wiring costs for large plants. Options are also available to mount I/O points directly to the machine and utilize quick disconnecting cables to sensors and valves, saving time for wiring and replacing components. User Interface : See Also : User interface and List of human-computer interaction topics PLCs may need to interact with people for the purpose of configuration, alarm reporting, or everyday control. A human-machine interface (HMI) is employed for this purpose. HMIs are also referred to as man-machine interfaces (MMIs) and graphical user interfaces (GUIs). A simple system may use buttons and lights to interact with the user. Text displays are available as well as graphical touch screens. More complex systems use programming and monitoring software installed on a computer, with the PLC connected via a communication interface. Communications : PLCs have built-in communications ports, usually 9-pin RS-232, RS-422, rs-485, Ethernet. Various protocols are usually included. Many of these protocols are vendor specific. Most modern PLCs can communicate over a network to some other system, such as a computer running a SCADA (Supervisory Control And Data Acquisition) system or web browser. PLCs used in larger I/O systems may have peer-to-peer (P2P) communication between processors. This allows separate parts of a complex process to have individual control while allowing the subsystems to co-ordinate over the communication link. These communication links are also often used for HMI devices such as keypads or PC-type workstations. Formerly, some manufacturers offered dedicated communication modules as an add-on function where the processor had no network connection built-in. Programming : PLC programs are typically written in a special application on a personal computer, then downloaded by a direct-connection cable or over a network to the PLC. The program is stored in the PLC either in battery-backed-up RAM or some other non-volatile flash memory. Often, a single PLC can be programmed to replace thousands of relays.[7] Under the IEC 61131-3 standard, PLCs can be programmed using standards-based programming languages. A graphical programming notation called Sequential Function Charts is available on certain programmable controllers. Initially most PLCs utilized Ladder Logic Diagram Programming, a model which emulated electromechanical control panel devices (such as the contact and coils of relays) which PLCs replaced. This model remains common today. IEC 61131-3 currently defines five programming languages for programmable control systems: function block diagram (FBD), ladder diagram (LD), structured text (ST; similar to the Pascal programming language), instruction list (IL; similar to assembly language), and sequential function chart (SFC).[8] These techniques emphasize logical organization of operations.[7] While the fundamental concepts of PLC programming are common to all manufacturers, differences in I/O addressing, memory organization, and instruction sets mean that PLC programs are never perfectly interchangeable between different makers. Even within the same product line of a single manufacturer, different models may not be directly compatible. Security : Prior to the discovery of the Stuxnetcomputer worm in June 2010, security of PLCs received little attention. PLCs generally contain a real-time operating system such as OS-9 or VxWorks, and exploits for these systems exist much as they do for desktop computer operating systems such as Microsoft Windows. PLCs can also be attacked by gaining control of a computer they communicate with.[9] Simulation : In order to properly understand the operation of a PLC, it is necessary to spend considerable time programming, testing, and debugging PLC programs. PLC systems are inherently expensive, and down-time is often very costly. In addition, if a PLC is programmed incorrectly it can result in lost productivity and dangerous conditions. PLC simulation software such as PLCLogix can save time in the design of automated control applications and can also increase the level of safety associated with equipment since various "what if" scenarios can be tried and tested before the system is activated.[10] Redundancy : Some special processes need to work permanently with minimum unwanted down time. Therefore, it is necessary to design a system which is fault-tolerant and capable of handling the process with faulty modules. In such cases to increase the system availability in the event of hardware component failure, redundant CPU or I/O modules with the same functionality can be added to hardware configuration for preventing total or partial process shutdown due to hardware failure. PLC compared with other control systems : PLCs are well adapted to a range of automation tasks. These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation, and where changes to the system would be expected during its operational life. PLCs contain input and output devices compatible with industrial pilot devices and controls; little electrical design is required, and the design problem centers on expressing the desired sequence of operations. PLC applications are typically highly customized systems, so the cost of a packaged PLC is low compared to the cost of a specific custom-built controller design. On the other hand, in the case of mass-produced goods, customized control systems are economical. This is due to the lower cost of the components, which can be optimally chosen instead of a "generic" solution, and where the non-recurring engineering charges are spread over thousands or millions of units.
...more
micro dc motors
We sell DC motors with gear heads. DC motors are applied in industrial machinery, robotics, tools, toys, simulators, transporters and other machines. SPUR, PLANETARY, BEVEL, Worm reducers are availabe. Rated voltage: 12, 24, 48VDC. On request dc motors with encoders are also available.
...more
Magnetic Scales
We are one of the leading Importers and Exporters of Magnetic Scales in Karnataka, India. We procure them from our prestigious vendors, who use the finest grade components and innovative techniques for manufacturing them. Owing to their operational fluency, sturdy structure, and accurate results, these are copiously demanded by our clients. We are well-capacitated to deliver them in bulk quantities, within the given time frame. We offer our Magnetic Scales at the leading market rate. Description : Magnetic : Magnetic linear encoders[4] employ either active (magnetized) or passive (variable reluctance) scales and position may be sensed using sense-coils, Hall effect or magnetoresistive redheads. With coarser scale periods than optical encoders (typically a few hundred micrometers to several millimeters) resolutions in the order of a micrometer are the norm. Capacitive : Capacitive linear encoders work by sensing the capacitance between a reader and scale. Typical applications are digital calipers. One of the disadvantage is the sensitivity to uneven dirt, which can locally change the relative permittivity. Inductive : Inductive technology is robust to contaminants, allowing calipers and other measurement tools that are coolant-proof.[5] A well known application of the inductive measuring principle is the Inductosyn.[6]
...more
Load Cell
By employing impurities-free raw materials, our entire array of products is produced. We, as a trusted name, procure these raw materials only from reliable sources of the market. Bulk as well as retail order of the product can be fulfilled by us with ease. In addition, we guarantee to make delivery as per schedule. Our load cells are sturdy aluminium constructions and available in various capacities like 100kg, 250kg, 500kg, etc.
...more
Level Sensor
By using quality packing material, we make sure that the products are properly packed and there will be zero damage during transit. Moreover, our packaging experts stringently check the entire lot before making the final dispatch. Keeping pace with the contemporary market trends, we ensure on-time and safe delivery of the orders. Our advanced level sensor is designed for superior performance, easy use, low maintenance and long service life.
...more
HMI Units
We are counted amongst the major Importers and Suppliers of HMI Units. We are based in Karnataka, India. A Human Machine Interface (HMI) is a graphical interface that allows humans and machines to interact. Human machine interfaces vary widely, from control panels for nuclear power plants to the screen on an iPhone. An HMI is the centralized control unit for manufacturing lines, equipped with Data Recipes, event logging, video feed, and event triggering so that one may access the system at any moment for any purpose. For a manufacturing line to be integrated with an HMI, it must first be working with a Programmable Logic Controller (PLC). It is the PLC that takes the information from the sensors, and transforms it to Boolean algebra, so the HMI can decipher and make decisions. Our offered HMI Units are known for their smooth functioning and long operating life. Description : A Human Machine Interface (HMI) is exactly what the name implies; a graphical interface that allows humans and machines to interact. Human machine interfaces vary widely, from control panels for nuclear power plants, to the screen on an iPhone. However, for this discussion we are referring to an HMI control panel for manufacturing-type processes. An HMI is the centralized control unit for manufacturing lines, equipped with Data Recipes, event logging, video feed, and event triggering, so that one may access the system at any moment for any purpose. For a manufacturing line to be integrated with an HMI, it must first be working with a Programmable Logic Controller (PLC). It is the PLC that takes the information from the sensors, and transforms it to Boolean algebra, so the HMI can decipher and make decisions. Basic Types of HMI : The pushbutton replacer, the data handler, and the overseer. Before the HMI came into existence, a control might consist of hundreds of pushbuttons and LEDs performing different operations. The pushbutton replacer HMI has streamlined manufacturing processes, centralizing all the functions of each button into one location. The data handler is perfect for applications requiring constant feedback from the system, or printouts of the production reports. With the data handler, you must ensure the HMI screen is big enough for such things as graphs, visual representations and production summaries. The data handler includes such functions as recipes, data trending, data logging and alarm handling/logging. Finally, anytime an application involves SCADA or MES, an overseer HMI is extremely beneficial. The overseer HMI will most likely need to run Windows, and have several Ethernet ports. How to Select an HMI : An HMI is a substantial purchase, so it is important to know exactly what is required of it. An HMI is used for three primary roles: a pushbutton replacer, data handler, and overseer. The pushbutton replacer takes the place of LEDs, On/ Off buttons, switches or any mechanical device that performs a control function. The elimination of these mechanical devices is possible because the HMI can provide a visual representation of all these devices on its LCD screen, while performing all the same functions. The Data Handler is used for applications that require constant feedback and monitoring. Often these Data Handlers come equipped with large capacity memories. The last of the HMI three types is referred to as the overseer, because it works with SCADA and MES. These are centralized systems that monitor and control entire sites or complexes of large systems spread out over large areas. An HMI is usually linked to the SCADA system's databases and software programs, to provide trending, diagnostic data, and management information. The actual physical properties of an HMI vary from model to model and among manufacturers. It is important that one makes the appropriate selection. An HMI that is located in a water plant might have various water seals around its perimeter, as opposed to an HMI that is located in a pharmaceutical warehouse. The actual size of an HMI is also a key physical property that will vary, because not all applications require a large, high-resolution monitor. Some applications may only require a small, black and white touch screen monitor. When it comes to selecting an HMI, the physical properties are extremely important because one must take into consideration the operating environment, and what safety measures the HMI needs to protect itself. Also, a specific size may be needed due to space limitations. Lastly, physical properties include the processor and memory of the HMI. It is important to make sure that the processor and memory capabilities are sufficient enough to control a system. How does an HMI Work? : First consider the other components that are necessary to make a manufacturing control system operate. The production line consists of all the machinery that performs the work required in the production of the product. Next, consider the various input/output sensors that monitor temperature, speed, pressure, weight and feed rate. Third, decide on the programmable logic controller (PLC) that will receive the data from the input/output sensors, and converts the data into logical combinations. Environmental Aspects for an HMI : The operating environment should always be considered when selecting an HMI. For example: for use in a warehouse that has excessive noise or vibration, one might decide on a heavy-duty HMI. If used in the food processing industry or somewhere that might need to be washed down, select a water-protected HMI. One must also consider temperature as a factor in the selection process. If used in a steel plant, next to a furnace, one would want something that can withstand extreme temperatures. What Programming Software to Choose? : When considering which programming software to use, there are three main categories to choose from: proprietary, hardware independent and open software. Proprietary software is the software that the manufacturer provides, which is typically easy to use and allows for quick development. The drawback is that proprietary software will only run on that specific hardware platform. Hardware-independent software is third party software developed to program on several different types of HMIs. This type of software gives the developer much more freedom for the HMI selection. The downside to hardware independent software is that it is not as user-friendly as the proprietary. Open Software should only be selected by the advanced programmer. It allows the developer to have complete openness in the design process. HMI Applications : The HMI is used throughout various industries including manufacturing plants, vending machines, food and beverage, pharmaceuticals, and utilities, just to name a few. HMIs along with PLCs are typically the backbone of the production line in these industries. The integration of the HMI into manufacturing has vastly improved operations. The HMI allows for supervisory control and data acquisition in the entire system, so parameter changes are feasible as the operator's choosing. For example, in metals manufacturing, an HMI might control how metal is cut and folded, and how fast to do so. An HMI offers improved stock control and replenishment, so the fewer journeys are required out to the vendors. HMIs are used in bottling processes to control all aspects of the manufacturing line, such as speed, efficiency, error detection and error correction. Utility companies may use HMIs to monitor water distribution and waste water treatment. Advantages of an HMI : The greatest advantage of an HMI is the user-friendliness of the graphical interface. The graphical interface contains color coding that allows for easy identification (for example: red for trouble). Pictures and icons allow for fast recognition, easing the problems of illiteracy. HMI can reduce the cost of product manufacturing, and potentially increase profit margins and lower production costs. HMI devices are now extremely innovative and capable of higher capacity and more interactive, elaborate functions than ever before. Some technological advantages the HMI offers are: converting hardware to software, eliminating the need for mouse and keyboard, and allowing kinesthetic computer/human interaction. Advantage of an HMI over a PLC alone : The advantage to using an HMI over using just a PLC is the fact that there are no disadvantages! Using just a PLC will not provide any real-time feedback, cannot set off alarms nor modify the system without reprogramming the PLC. The key advantage to an HMI is it functionality; an HMI can be used for simple tasks such as a coffee brewing controller, or a sophisticated control unit of a nuclear plant. With new HMI designs emerging every day, we are now seeing HMIs that offer remote access, allowing for access of the terminal while away. Another advantage of an HMI is that the user can personally design the user interface. Convenience : The convenience that comes with an HMI is extremely valuable; the functionality achieved with digitizing a system with an HMI is unbeatable. HMI combines all the control features that are typically found throughout the automation line and places them in one centralized location, eliminating the need to run to a red pushbutton that will stop your line in an emergency. With remote access, the operator does not need to be anywhere near the automation line to start/stop or monitor production. With remote access, the operator can have all the same features, on your centralized unit in a smaller compact form. Simplicity is also a big factor in the usability of an HMI. The screens and functions provide for easy training to supervise the automation line. Interface Flexibility : One of the most convenient features of an HMI is the ability to personalize the interface. An HMI can fully support the most complex applications, with multiple screens and several routines running. If the user is looking to program an HMI with something more simplistic, he/she can have instructions for the controller directly written onto the HMI. Every HMI comes with different features; some may play sound, play video, or even may have remote access control. The design of the actual interface should be optimized for specific applications, taking into consideration all the capabilities of the typical user, as well as the environmental aspects such as noise, lighting, dust, vision and technological curves. HMI/PLC Combination : How can a PLC be controlled without ladder logic? How does an HMI replace the standard software a PLC comes with? Ladder logic is simply conditional programming. For example, if input 1 is energized, then coil 1 will be powered. A statement has to be true for the output to be executed. The same can be achieved with C programming. However, in order to program an HMI to operate a PLC properly, all the registers of the PLC must be known. A good way to learn how to program a PLC via an HMI is to first start working with the PLC and the software it came with. This helps build an understanding of how to operate the PLC without the HMI. That knowledge will easily transfer over when the user is ready to connect the two units together. Wiring : Wiring an HMI into a system may be an easy task if a PLC is already being used. This connection is as simple as connecting a USB, RS-232, RS-485 between the HMI and PLC. In some instances, both units are equipped with wireless features, making the connection even easier. Although the wiring between the PLC and HMI may be an easy task, the wiring between the PLC and the actual automation line could be chaotic. Depending on the size and complexity of the application, profibus extensions may be required for the PLC. A profibus extension is similar to a power strip that extends one input/output to multiple input/outputs by connecting to the expansion port of the PLC. A wiring schematic from the production line to the PLC is highly recommended, so that programming the HMI is sped up drastically. Troubleshooting : Sometimes when the PLC and HMI are hooked up together and operating under the EV5000 software, a PLC error may appear. To troubleshoot the error, simply use a numeric display and set it to the PLC register the data is being written to. If this PLC register comes back with random register values, this indicates that the HMI did not deliver the information to that register. If it was sent correctly, then the numeric displays should show the information that was sent. This is a very simplistic way of solving HMI/PLC errors. See Anaheim Automation's Video Tutorials for more help with programming an HMI.
...more
Data Acquisition Systems
Data acquisition (DAQ) is the process of measuring an electrical or physical phenomenon such as voltage, current, temperature, pressure, or sound with a computer. A DAQ system consists of sensors, DAQ measurement hardware, and a computer with programmable software. Low, Medium and high channel count is available with 12 bit 32bit resolution. Dedicated measurements for temperature, strain, force, pressure, voltage and current DAQ systems are available
...more
Data Acquisition System
Due to a vast industry experience, we have emerged as a prominent Importer and Supplier of Data Acquisition System. Our entity is based in Karnataka, India. Data acquisition (DAQ) is the process of measuring an electrical or physical phenomenon such as voltage, current, temperature, pressure, or sound with a computer. A DAQ system consists of sensors, DAQ measurement hardware, and a computer with programmable software. Compared to the traditional measurement systems, PC-based DAQ systems exploit the processing power, productivity, display, and connectivity capabilities of industry-standard computers providing a more powerful, flexible, and cost-effective measurement solution.
...more
Pressure Sensors
Ac Drives
Proximity Sensor
We are one of the leading Importers and Supplier of Proximity Sensor in Karnataka, India. A proximity sensor is a sensor which detects the presence of nearby objects without any physical contact. Our Proximity sensors have a high reliability and long functional life because of the absence of mechanical parts and lack of physical contact between the sensor and the sensed object. Description : A proximity sensor is a sensor able to detect the presence of nearby objects without any physical contact. A proximity sensor often emits an electromagnetic field or a beam of electromagnetic radiation (infrared, for instance), and looks for changes in the field or return signal. The object being sensed is often referred to as the proximity sensor's target. Different proximity sensor targets demand different sensors. For example, a capacitive or photoelectric sensor might be suitable for a plastic target; an inductive proximity sensor always requires a metal target. The maximum distance that this sensor can detect is defined "nominal range". Some sensors have adjustments of the nominal range or means to report a graduated detection distance. Proximity sensors can have a high reliability and long functional life because of the absence of mechanical parts and lack of physical contact between sensor and the sensed object. Proximity sensors are commonly used on smartphones to detect (and skip) accidental touchscreen taps when held to the ear during a call.[1] They are also used in machine vibration monitoring to measure the variation in distance between a shaft and its support bearing. This is common in large steam turbines, compressors, and motors that use sleeve-type bearings.International Electrotechnical Commission (IEC) 60947-5-2 defines the technical details of proximity sensors. A proximity sensor adjusted to a very short range is often used as a touch switch. Applications : Parking sensors, systems mounted on car bumpers that sense distance to nearby cars for parking Ground proximity warning system for aviation safety Vibration measurements of rotating shafts in machinery [2] Top dead centre (TDC)/camshaft sensor in reciprocating engines. Sheet break sensing in paper machine. Anti-aircraft warfare Roller coasters Conveyor systems Beverage and food can making lines[3] Improvised Explosive Devices or IEDs Mobile devices Touch screens that come in close proximity to the face[1] Attenuating radio power in close proximity to the body, in order to reduce radiation exposure[4] Automatic faucets
...more
scada automation services
We have enough experience in SCADA system design development for the manufacturing and process industry.
...moreBe first to Rate
Rate ThisOpening Hours
Share your Correspondence Details to receive messages from Acharya Electronix