
Spot Facing Tools
Get Price Quote
We deal in the finest quality Spot Facing Tools in the national market. Our Back Spot Facing Tools are used for back spot facing / chamfering on jobs using drilling machines, Machining centers, Boring machines etc. Their cycle of working can be programmed. Additionally, we are a prime Forward Spot Facing Tool Manufacturer in India. Rear spot facing around the hole is a cumbersome operation while adopting the conventional boring bar with HSS blades or cutters. The time required for fixing, setting and removing the blade/cutter is very high; being HSS, the cutting is very slow; and, whenever the cutting edge becomes blunt, it requires expensive and time � consuming regrinding. All these result in the very high down time of the main machine. The automatic back spot facing tool is specially designed to make the back spot facing operation faster and cheaper. Since it totally eliminates manual interruption during back spot facing operation, not only expensive machine down time is saved, but also it is the most ideally suited tool for back spot facing operation on programmable /CNC machining centers. As the most of tools are offered with standard carbide insert, all the advantages of insert tooling will be available. Construction The back spot facer consists of a case hardened and ground alloy steel shank, which takes location in the hole on which back spot facing is carried out. Provided in the pilot shank is a recess, for accommodating the insert holder or wing. Clamped on the wing is standard carbide insert with the help of a clamp screw. Being LH threaded, it holds the insert in a correct position. In the recess, the wing is eccentrically pivoted on hardened and ground pivot pin and pivot screw. A suitable clearance is provided on the pilot shank to enable it to freely rotate in a drilled hole. These tools are so designed that with various combination of pilot shanks, it is possible to obtain different back spot facing combinations. Sizes and Specification The back spot facing diameter is offered in relationship to its pilot shank diameter � i.e. at ratio 2:1. In other words, back spot facing is possible with this type of tool up to approximately twice the diameter of the nominal diameter of the pilot, subject to some design restrictions. Tools below 12mm pilot are normally offered with solid HSS wing, having integral pivot pin. Operations The automatic back spot facing tool, rotating in reverse direction, is inserted in to the hole. The wing, even it opens in rotation, instantly folds into the recess as it touches the rim of the hole in the work piece. After the wing clearly comes out of the pilot hole, the spindle rotation is reversed to forward direction. Then the wing swing out of the recess due to centrifugal force. With feed it cuts. On completion of the spot facing operation, the spindle rotation is reversed and the tool is withdrawn. During the back spot facing, since cutting force tends the tool to pull down of the spindle, it is adviceable to fix the tool in the machine spindle with a cotter/drive key/draw bolt. It may be noted that the smaller size tools are running at comparatively higher speeds. Here, the wings, therefore, swing out easily due to high centrifugal force. However, large tools operate in lower speeds, which mean centrifugal force acting on the wing may be insufficient, particularly when the tools work in horizontal position, thus resulting the wing to remain in the recess. To overcome this problem, tools above 300mm pilot are provided with spring washer as shown in the sketch. The spring washer keeps the wing open after it comes clear of the pilot hole, irrespective of the speed at which the tool is being rotated.
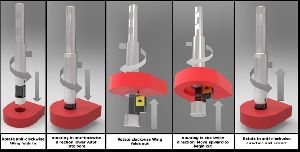
Automatic Back Spot Facing Tool, Rear Counter Bore Tool OPERATION
Get Price Quote
Make the axis of guiding pilot shank of the automatic rear counter boring tool true to the axis of the pilot hole. Use cotter / drive-key for preventing the tool from falling down while cutting. The back spot facing tool enters the pre-drilled pilot bore in an anti-clock wise rotation of the spindle. The wing is so designed that even if it is open, it folds into the pocket on touching the job in anti-clockwise rotation. After the wing come clear of the pilot bore in anti-clock wise rotation, reverse the spindle rotation to clockwise; due to centrifugal force, the wing automatically opens up; with feed it cuts. After the spot facing is over, take the back spot facing tool little away from the job; then reverse the spindle rotation to anti-clockwise and pull the automatic back spot facing tool out of the bore. The wing automatically folds into the pocket on coming in contact with the job in anti-clockwise rotation. Tools for this range of back spot facing are generally with HSS wings and feed rates of 0.05 & 0.03 mm per rev. in CI & MS are generally recommended. For the rest, 0.2 and 0.15 mm per rev in CI & MS, respectively are recommended, since Carbide inserts are generally used in this range. Cutting parameters depend on machine condition, clamping rigidity, hardness of job etc. For intermittent cutting, spindle speeds may almost be doubled, while feed rates are to be reduced by 30%. These are indicative parameters. Actual parameters are to be established only by trial and error.
Best Deals from Facing Tool

facing tools
Get Price Quote
We offer high quality facing tools with best quality material and as per the specification of the client at industry leading price.

back spot facing tool
Get Price Quote
back spot facing tool, inseatu milling attachments, Jigs