
Welding Automations and Welding Fixtures
We have designed and developed many welding fixtures, especially for Automobile industries mainly for sheet metal components, which are vulnerable to thermal distortions during welding.
...more
Vertical Turret Lathe
Suitable mounting arrangement, so as to make the attachment suitable for mounting on the tool post of your VTL.Required extension, so as to reach the bore in the work piece.Extension shaft supported by suitable bearings arrangement inside the housing. Main spindle bearings are of RHP make matched angular contact bearings. Bearings lubricated for life with German make molybdenum supplied grease.
Power : 2 HP/2800 RPM
...more
universal milling head
Universal milling attachment is an import substitute, multi-utility attachment with spherical contouring and infinite variable orientation capabilities at any desired plane.
...more
U Drilling and Boring SPM
Used a conventional lathe. Manual 3 jaw chuck. Feeding HSS pilot drill manually Feeding HSS finish drill manually. . Heat treating the material and then boring using a VMC Total machining time of 20-30 minutes. Features and Specs: Heavily ribbed, fabricated and stress relieved structure. Atop the base, a stationary fixture is provided. The fixture consists of V blocks and hydraulic clamps to clamp the component. On one side the fixture, drilling head is mounted on hydraulic cross slides. Sliding surfaces is made of LM guideways and blocks. The slide has a stroke of 300 mm. The drilling head is driven by a 20HP motor connected to the spindle through timer belt and pulley mechanism. The drilling head’s motor are routed through VFD for stepless speed variation from 300-1500 RPM. The slide is driven through a servo motor which is coupled to a ballscrew through a 1:4 ratio servo reducer to provide feed rates of 10mm/min to 7500mm/min. The machine is provided with spindle through coolant and chip flushing. The machine will be provided with complete machine enclosure. The machine will be provided with PLC programmed auto-cycle. A touch screen HMI will be provided for machine parameter setting and trouble shooting. Sequence of Operation: Load the component on the fixture and press auto-cycle. The component gets clamped. Through coolant is switch on. The drilling head spindle starts, drills the component with 3 pecking cycles and retracts. Spindle stops The finish drilling head moves, drills the component to the finish bore and retracts. Spindle and coolant stops The component clamp disengages. Cycle Time: The cycle time of the machine from component clamp to unclamp condition consider the bore diameter Ø44x220mm is 180 seconds Final Conclusion: Lathe: Component setup time is high. Machining time is high Need of skilled operators. Due to manual feeding, operation is prone to operator’s fatigue, which may lead to loss in efficiency of production. Even though tooling cost is less, considering the machining time, operator’s salary, the overall cost is more. U-Drilling and Boring SPM: No need of skilled operator. Cost of skilled operators is reduced. Uses U-drills with indexable inserts. Cost of tooling is reduced. The total drilling time is 3 minutes, instead of 15-20 minutes on a lathe. Efficiency is more than 6 times. Increases the productivity, increases profitability, increases the scrap generation rate. Machine provided with adjustable V blocks and clamps, which can accommodate a variety of
...more
Twin Station 8 Axes CNC Controlled Rough Turning SPM
We designed and manufactured a Twin Station, 8 Axes, CNC Controlled, Stock Turning SPM for a large scale component manufacturing industry in Bangalore. This SPM is designed to take the load off 8 high end turnin Problems faced by the customer: The cast job of the customer has a stock removal of around 8 mm in the bore and face. The customer cannot reduce the stock during casting stage, as the job profile is such that any reduction in stock at one point would eat up into the finished area at another point, leaving no option, but to retain huge, machining stock on all the walls of the components. On a CNC turning center, the cycle time required is 10 minutes for rough turning of 7 mm stock and the rest 1 mm would be finish-turned in a cycle time of 2 minutes. Total cycle time is about 12 minutes. It is noted that the turning centers is not suitable for heavy cuts beyond 3 mm which was leading to the increase in the cycle time. Customer approached us to manufacture a CNC turning SPM, which could cut 7-8 mm in one single go. g centers. Features & Specs: A twin station concept – one station to bore and face the front end of the job, the other to bore and face the rear end of the job. Each station has 2 sets of compound slides with servo driven cross and longitudinal axes. One set of compound slide does facing while the other will be used to bore. Both the facing and boring slides will work simultaneously to reduce the cycle time. Slides made of male, heavy duty, extra rigid, case hardened guideway strips and female turcite lining. Many innovative design features for reducing the cost, without diluting the stock removal capabilities within the specified time. Sequence of operation: Manually load cast job onto left hand chuck & on the auto-cycle button. Job gets clamped automatically & head stock starts rotating Machining of the face & ID of the front end of the job takes place. While machining on LH station is going on, operator loads an ID machined job on RH station. On the auto-cycle button & rear side machining of the job takes place in the RH station. Cycle Time: Every 75 seconds, one rough turned component is achieved. Conclusion: The customer is now getting a rough turned component at the rate of 1 piece/75 seconds, compared to the earlier 1 piece/10 minutes. i.e. a cycle time reduction of 87.5% A comparatively less accurate, highly affordable, Stock Turning CNC SPM is expected to result in elimination of 8 high end, accurate, expensive CNC turning centers, which are hitherto used for rough turning operations. Reduction in man power – 8 CNC operators along with 8 turning centers are now available for more gainful work. Increased output. After rough turning in our machine, finish turning is carried out on CNC tuning centers, thereby cutting down the whole cycle time from 1 piece/12 minutes to 1 piece/3.25 minutes. i.e. a cycle time reduction of around 73%.
...more
TWIN CYLINDER HYDRAULIC BLANKING PRESS
We have developed this twin cylinder compact hydraulic power press as an import substitute. It has a working area of 1.5 m long x 550 mm wide. The adjustable day light can be varied from 35 mm min. to 185 mm max. The parallelism between the moving ram and bed is 0.5 mm, which is being constantly maintained by the unique balancing valve mechanism. The mechanical balancing valve mechanism is envisaged to be a low cost substitute to the expensive servo valves. The 5 HP (3 KW) power pack capacity is 200 liters and is capable of developing 140 bar peak cutting pressure which is enabled by an innovative fly wheel mechanism, integrated with the motor. There is a manually operated stroke setting mechanism, enabled by a low pressure relief valve. Once the stroke is set, the same stroke length will keep repeating reliably.
Power : 5 HP
...more
TWIN BLADE DUPLEX DEBURRING
Generally, tools upto dia 25 mm are offered with single blade construction. For hole above dia 25mm, tools are offered with twin blade for facilitating heavier material removal.
...more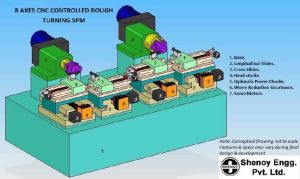
Turning SPM
Features & Specs: A twin station concept – one station to bore and face the front end of the job, the other to bore and face the rear end of the job. Each station has 2 sets of compound slides with servo driven cross and longitudinal axes. One set of compound slide does facing while the other will be used to bore. Both the facing and boring slides will work simultaneously to reduce the cycle time. Slides made of male, heavy duty, extra rigid, case hardened guideway strips and female turcite lining. Many innovative design features for reducing the cost, without diluting the stock removal capabilities within the specified time. Sequence of operation: Manually load cast job onto left hand chuck & on the auto-cycle button. Job gets clamped automatically & head stock starts rotating Machining of the face & ID of the front end of the job takes place. While machining on LH station is going on, operator loads an ID machined job on RH station. On the auto-cycle button & rear side machining of the job takes place in the RH station. Cycle Time: Every 75 seconds, one rough turned component is achieved. Conclusion: The customer is now getting a rough turned component at the rate of 1 piece/75 seconds, compared to the earlier 1 piece/10 minutes. i.e. a cycle time reduction of 87.5% A comparatively less accurate, highly affordable, Stock Turning CNC SPM is expected to result in elimination of 8 high end, accurate, expensive CNC turning centers, which are hitherto used for rough turning operations. Reduction in man power – 8 CNC operators along with 8 turning centers are now available for more gainful work. Increased output. After rough turning in our machine, finish turning is carried out on CNC tuning centers, thereby cutting down the whole cycle time from 1 piece/12 minutes to 1 piece/3.25 minutes. i.e. a cycle time reduction of around 73%.
...more
Tool Post Grinder Machine
Type : Grinder
Voltage : 220V/380V 50Hz
Power : 550W
Brand Name : Shenoy
...more
Tool Post Grinder
Tool Post grinders are commonly available grinding attachments for the lathe. For mounting conventional tool post grinders, tool post has to be removed and, in its place the tool post grinder has to be mounted with the help of a height block. After the grinding operation, the attachment has to be physically removed for mounting the tool post. This is quite cumbersome & time consuming.Our tool post mounting type grinding attachments can be mounted directly on the existing square or quick change tool post of a lathe, just like any other tool holder, without the need for removing the tool post. The grinding attachment consists of a standard 2 HP1440 RPM motor, L shaped holding arrangement and an add-on driven unit. The add-on driven unit supports the drive shaft extension with the help of matched pair angular contact bearings & grinding wheel mounting arrangement.
Power : 2 HP/1440 RPM
...more
Threading Machine
Produces drilled holes, square & round bores, threads on ID & OD, mills and other operations with speed & accuracy.Can be used as a regular VMC for small batch production and also as a table top, portable machine,5 M cable for Operators Control Station; extra for additional length.
...more
VERTICAL RESTING FLANGE FACING MACHINE
The rotary drive unit consists of a pair of pre-loaded, extra heavy duty taper roller bearings, located in an accurately dimensioned, forged alloy steel body. The rotary drive is through a gear box and a motor. A vector VFD provides step less rotational speeds. The main body and the cross axis ram are made of high grade CI casting, heavily ribbed and stress-relieved. The box type ram is quite unique in design, perfectly balanced, light in weight, robust in construction to withstand the deflection. The cross feed drive is through a worm reduction gear box & VFD controlled motor. Proper balancing and additional care in design ensure smooth cutting even when the cutting takes place in the extreme end of the ram. The rotational drive and feed axis are synchronized through a PLC. Adjustable feed end limit switches are provided for the ram movement.
...more
VERTICAL RESTING FLANGE FACING MACHINE
The rotary drive unit consists of a pair of pre-loaded, extra heavy duty taper roller bearings, located in an accurately dimensioned, forged alloy steel body. The rotary drive is through a gear box and a motor. A vector VFD provides step less rotational speeds. The main body and the cross axis ram are made of high grade CI casting, heavily ribbed and stress-relieved. The box type ram is quite unique in design, perfectly balanced, light in weight, robust in construction to withstand the deflection. The cross feed drive is through a worm reduction gear box & VFD controlled motor. Proper balancing and additional care in design ensure smooth cutting even when the cutting takes place in the extreme end of the ram. The rotational drive and feed axis are synchronized through a PLC. Adjustable feed end limit switches are provided for the ram movement.
...more
Test Rigs
Tools & Cutters Automatic Back Spot Facing Tool, Rear Counter Bore Tool Automatic Duplex Deburring & Chamfering Tool Counterbore Tool Combo Counterbore Drills Fly Cutter Plate Edge Milling, Plate Bevelling Machine H BEAM, I BEAM MILLING, DRILLING & TAPPING MACHINE Plano Miller, Duplex, Floor Type Multi Angle Universal Milling Attachment Right Angle Milling Attachments Converted Plano Millers Planomilling Conversion Kit
...more
Tapping Machine
The 3 liner slides are controlled by worm reduction gear box – AC induction motor routed through vector VFD to obtain stepless speed variation from 30 mmmin to 1000 mmmin. All slides have a DRO to find exact position of the slides. The ram type milling head mounted on the vertical carriage has extra rigidity than conventional slide mounted milling head due to its square box design locked in with taper jibs.
...more
Super Finishing Special Purpose Machine
The tail stock has a motorized to and fro movement for rapid coarse movement. It also has a hand wheel operated fine quill movement for applying the required holding pressure on the job between the centers. The SPM has both auto & manual mode through a selector switch. VFD controlled 5 HP motor provides the rotational drive to the head stock spindle from 800 to 1,800 RPM in stepless range. The belt polishing unit has a manually operated cross verse traverse of 150 mm with provision for fine depth of cut setting through graduated collar in both the modes – belt polishing mode & buffing mode. The longitudinal axis movement of the belt polishing & buffing unit is through screw rodrack & pinion mechanism. An independent drive unit, consisting of 2 HP motor & worm reduction gear box provides the longitudinal movement to the saddle, on which the buffing unit is mounted. A VFD interface facilitates the longitudinal movement of the saddle a stepless feed range of 100 mm to 1,000 mm per minute. The sliding surfaces of longitudinal axis and tail-stock slide movement are provided with the combination of case hardened guideway strips and turcite for wear resistance and smooth movements.
...more
Station Rotary table based Drilling and Chamfering SPM
Features & Specs: Rigid, heavily ribbed, fabricated and stress relieved structural. Atop the base, a servo driven rotary table is mounted which is dived into 8 stations. The fixture, will be designed to rest, locate on the ID. The clamping will be through pneumatic swing clamp cylinders. Station 1 will be loading station. This station will have a pneumatic pick and place arm in combination with pneumatic cylinders to load the component. Station 2 will be clamping station, where the component is clamped. Station 3 will be top chamfering station. This station will have a chamfering head with a counter sink drill mounted on it. The drilling head will have a vertical servo stroke for drilling feed. Station 4 will be drilling station. This station will have a unit head with Ø1.8mm drill mounted on it. The unit head will have a vertical pneumatic stroke for feed. Station 5 will be back counter sink station. This station will have a unit head with counter sink drill mounted on it. The unit head will have a vertical servo stroke for feed. All unit heads of Suhner make. Station 6 will be inspection station. This station will have a pneumatic cylinder which will plunge into the drilled hole to check for hole. Station 7 will be job declamp station, where the job is declamped. Station 8 will be job unloading station. This station will be similar to loading station, but will unload the component into a bin. The Servo, drive, HMI, PLC will be of Siemens make. Each unit head will have a tool sensor to sense the breakage of the tool. Centralized lubrication system will be provided. The machine will have a recirculating coolant system to flush out the chips. The machine will be provided with splash guard. Sequence of Operation: Load the components into the job feeding bin and press auto-cycle. The pneumatic cylinder moves the arm over the job, picks the job and places it over the fixture. Rotary table indexed, job gets clamped. The job gets indexed to station 3 and top chamfering takes place, The job gets indexed to station 4 and the Ø1.8mm drill, drills the component. The job gets indexed to station 5 and the bottom chamfering takes place. The job gets indexed to station 6, where the inspection will happen. The job gets indexed to station 7, where the job gets declamped. The job gets indexed to station 8, where the job is picked from the fixture and dropped into the chute leading to the bin. This process is continuous and when machining operation is going on at other stations, the job loading and unloading will be going on at other stations.
...more
Station Rotary table based Drilling
The fixture, will be designed to rest, locate on the ID. The clamping will be through pneumatic swing clamp cylinders.Station 3 will be top chamfering station. This station will have a chamfering head with a counter sink drill mounted on it. The drilling head will have a vertical servo stroke for drilling feed.Station 5 will be back counter sink station. This station will have a unit head with counter sink drill mounted on it. The unit head will have a vertical servo stroke for feed.Station 6 will be inspection station. This station will have a pneumatic cylinder which will plunge into the drilled hole to check for hole.
Feature : Rigid, heavily ribbed, fabricated and stress relieved structural.
...more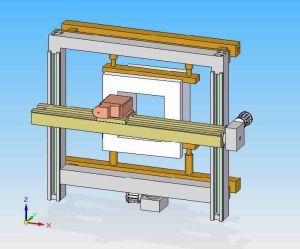
Square Flange In-Situ Miller
Surfaces of huge square or rectangular flanges can be linear machined, using a in-situ X-Y axes machine. This is basically a vertical machine, mounted on the horizontally resting square tubes through hydraulic cylinders. The hydro-motor driven milling head, with its quill movement for depth of cut setting, is mounted on the cross beam. The milling head moves along the cross beam left to right and right to left in X axis. The cross beam moves up and down (Y axis) along the two vertical beams on either side of the flange. The linear guideways are provided with linear motion guideways and the movements are motorized lead screws. This machine is under development.
...more
Specially Designed Welding Machine
Hydraulic cylinder for job clamping & de-clamping. AC servo driven rotary table for providing required angle in linear welding on both sides of the component & semi-circle rotary movement in the end. Hydraulically operated linear movement for the torch on LH & RH sides of the component. Forward movement & home position retraction of the welding torch through hydraulic movement. Touch screen enable HMI (human machine interface) for the servo motor to facilitate quick changes in the angle setting & program edit. PLC for an efficient auto-cycle. LM guideways or hardened guideway strips for all linear sliding surfaces. Machine guard & copper sheet protection from welding spatters. Job Description: As shown in the above inset image, the component is unassembled halves which when assembled, resembles “Ice-candy shape”. In engineering terms the component starts off as a trapezoidal prism which ends with a curve instead of a flat. Construction: A rigid fabricated base on which a rotary table, driven by a servo motor is mounted. On the rotary table a job clamping fixture is mounted. Adjacent to the rotary table, a compound slide with hydraulically actuated motion is mounted. The cross axis movement of the compound slide, moves the welding torch to the pre-set required position. The longitudinal axis of the compound slide is for providing linear movement to the welding torch. A hydraulically operated clamping cylinder clamps & de-clamps the job automatically & quickly.
...more
Specially Designed Welding
Hydraulic cylinder for job clamping & de-clamping. AC servo driven rotary table for providing required angle in linear welding on both sides of the component & semi-circle rotary movement in the end. Hydraulically operated linear movement for the torch on LH & RH sides of the component. Forward movement & home position retraction of the welding torch through hydraulic movement. Touch screen enable HMI (human machine interface) for the servo motor to facilitate quick changes in the angle setting & program edit. PLC for an efficient auto-cycle. LM guideways or hardened guideway strips for all linear sliding surfaces. Machine guard & copper sheet protection from welding spatters. Job Description: As shown in the above inset image, the component is unassembled halves which when assembled, resembles “Ice-candy shape”. In engineering terms the component starts off as a trapezoidal prism which ends with a curve instead of a flat. Construction: A rigid fabricated base on which a rotary table, driven by a servo motor is mounted. On the rotary table a job clamping fixture is mounted. Adjacent to the rotary table, a compound slide with hydraulically actuated motion is mounted. The cross axis movement of the compound slide, moves the welding torch to the pre-set required position. The longitudinal axis of the compound slide is for providing linear movement to the welding torch. A hydraulically operated clamping cylinder clamps & de-clamps the job automatically & quickly. Working: Place the bottom half of the job on the fixture & place the top half on it. Press auto-cycle button; Vertical hydraulic cylinder clamps the job. Welding torch approaches the welding zone of the job in its cross verse traverse. As the welding commences at the one end, linear movement slide carries the welding torch as it welds the top & bottom half till the point of beginning of the arc. Now the linear movement of the torch stops & the servo enable rotary table keeps feeding the job for semi circle welding. On sensing the end of the arc, PLC again stops the rotary movement of the table & the linear welding on the other side of the job takes place. On completing the welding, the fully welded two halves of the job get de-clamped and the machine is ready for the next job. The servo drive of the rotary table facilitates variable angle setting in linear welding and also in semi-circle welding. Total time required from clamping till de-clamping is about 30 seconds.
...more
Special Purpose Plano Miller
A discarded paner in dismantled condition with many parts missing is converted into in to a Plano milling SPM for machining the inner walls of the traction motor housing. A specially designed milling head reaches inner walls of the motor housing through an extended reach & a right angle attachment. An in-built 3 axes feed mechanism facilitates positioning as well and feed & depth of cut. The job clamping fixture is mounted on a rotary table for facilitating all the inner surfaces of the motor body. This converted Plano miller has saved our customer an expensive floor boring machine. A virtual wreckage of a planing machine is converted as a 4 axes, special purpose planing machine against an export order. All sliding surfaces are hand-scraped for a very high level of blue-matching and all rotating parts, drive system are re-engineered. The ram type milling head facilitates very high level of accuracy in 800 mm bore. No need to say that the customer saved a fortune which he otherwise should have spent on an expensive and sophisticated machine. Whenever need arises, the customer still has the option of using this machine as a general purpose Plano miller.
...more
Special Purpose Machine
SPMs or Special Purpose Machines offer tremendous scope for high volume production at low investment and at low cost of production when compared to CNC machines. SPM, Special Purpose Machines is a high productivity machine, with specially designed tooling and fixture, dedicated for mass producing the same component day in and day out. A judicious combination of limit switches, sensors, logic controls, automatic job clamping etc is the essence of a SPM. A well conceived Special Purpose Machine finds ways and means to utilize the man and machine to the optimum. We offer low cost dedicated SPMs for mass production of small components of 2 & 4 wheelers, tractors, trucks, engines etc. Typical components are rear wheel flange, shifter cam, shifter fork, clutch sleeve etc. OUR SPMs ARE SUITABLE FOR MASS PRODUCTION OF COMPONENTS WHICH INVOLVE OPERATIONS LIKE TURNING, BORING, FACING, DRILLING, REAMING, TAPING, CHAMFERING ETC. Our Special Purpose Machines work with 4 to 8 stations, depending upon job requirements. Most of the Special Purpose Machine concept is standardized which enables very fast delivery of the machine. Please send us your enquiry with the following details for enabling us to send you our offer: (a) Job drg (b) Job material (c) Operations to be carried out on the job to be clearly indicated in the drg (d) Desired rate of production (e) Precondition of the job as presented to the machine
...more
Side Frame Milling SPM
This is a Side Frame Milling SPM. The SPM has totally 9 axes and 3 spindle units, thus providing a unique capability to machine the different segments of the same component simultaneously in the same setting. It avoids machining the same component in multiple setting and considerably saves on time and boosts productivity and accuracy.
...more
Reverse Engineering
Reverse engineering is a misnomer to the word “copying”. One can physically copy a machine or a tool or a fixture; but he needs an engineering perception to copy the soul of that equipment. The soul or finer point of a machine is subtle and cannot be seen by one and all with their plain eyes. It needs an inner eye. The soul of a machine can be its metallurgy, hardness, manufacturing and assembly tolerances etc. It needs an in-depth knowledge of engineering principles, which is the fruit of years of hands-down experience in the shop floors. We are equipped to accept challenging assignments in reverse engineering of machine tools. We have developed a number of import substitutions like Universal Milling Attachment, Multi Angle right angle attachment, Stamping Press etc. FOAM SLICING AND CUTTING CNC MACHINE Foam slicing through a CNC band-sawing process is very fast and it produces the sheets of the same and controlled thickness. We have designed and have built a FOAM SLICING & CUTTING CNC SPM for the manufacturer of automobile filters, which are made of foam cubes or buns of different sizes. These cubes are to be sliced into long sheets of different thickness accurately. The CNC Slicing SPM is designed to perform this precision, long, thickness uniformly controlled, slicing operation, so that the maximum numbers of slices are sliced off from the cubes, repeatedly. The encoder based feed system ensures accurate positioning of the slicing saw blade to accurate position in the vertical axis continuously and repeatedly from one pass to the other and without variation. The linear motion guideways and ball lead screws for the vertical and longitudinal axes facilitate smooth sliding movements. Variable rotational drive to the cutting blade Variable and accurate positioning of the cutting blade with respect to the job in vertical axis Variable and accurate feeding of the job to the cutting blade in the longitudinal axis. Capacity: for slicing 2 mtrs long x 1.5mtrs wide x 0.6 mtr height blanks or any other capacity, as required Latest Siemens CNC system Hiwin (Thaiwan) make ball lead screws, box nut & LM guide ways Cenlub make of automatic lubrication system Siemens or ABB make of VFD for blade rotating mechanism Blade sharpening cup wheel of dia 100 mm or dia 125 mm Blade rotating surface speed: 15 mtrs per second, which can be increased or decreased with the help of VFD Blade guide area in the wheel is rubber coated for minimizing noise Blade grinding unit located in such away that the grinding particles do not fall on the machine or on the foam blank Counter balancing mechanism for the blade rotating unit whenever required. Electrical switch gear elements, limit switch etc are of Siemens make Manual and auto modes are provided. Variable zero position is provided for the blade, considering varying heights of the foam blanks. Control circuits suitable for 24V DC Emergency “off” switch at a convenient location Anti vibration mounts for avoiding foundation, leveling and for ensuring sufficient clearance for cleaning. Machine Lamp Machine color: combination of Siemens grey and blue Bellows for the vertical guide ways, table guide ways & for the table lead screw. Protective guard for the blade assembly Machine design & construction compatible for easy for dismantling and re-assembly.
...more
milling attachment
Application : Industrial
Voltage : 220-240 V
Automation Grade : Semi-Automatic
...moreBe first to Rate
Rate ThisOpening Hours
Share your Correspondence Details to receive messages from Shenoy Engineering Private Limited