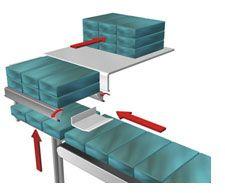
Vertical Collator / Matrix forming Shrink Wrap Machine
The vertical collation fully automatic shrink wrap machines are more suitable for Square, rectangular , specially its more suitable for boxes which have more face side contact to product travel conveyors and to collation plate. There will be two pushers ,one pushers pushes the products into upstairs with a proper guide and other pusher will push to web sealer 90 degree to product travel line. Pneumatic pusher collates the boxes / containers into the pre-selected pack formation, which upon completion is transferred forward into the welding position. At this stage the pack is clamped, the welding bar descents to complete the wrap or seal, and the pusher returns to prepare the next collation of product. As the welding bar ascends, the pusher advances to transfer the new collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving shrink tunnel conveyor. The wrapped collation soon enters the shrink tunnel chamber where re-circulated hot air causes the wrap to shrink and tightly conform to the contours of the contents. Once the pack is out of the hot chamber, forced air cooling is used to tighten sleeve wrap to achieve a strong, secure pack ready for stacking on pallet or a placing on a shipping carton.
...more
Taping Machine / Carton Sealing Machine
Carton sealing machine, Carton sealer, and Carton taping machine: Auto carton sealer is suitable for carton packing, which can be used for single use or production line. It adopts adhesive tape to seal carton, economy and fast, easy adjust. It can finish the sealing both top and bottom. Also you can adjust the height and width for different cartons. It widely used in home appliance, textile, food, general merchandise, medicine, chemical and so on. Box-sealing tape, parcel tape or packing tape is a pressure-sensitive tape used for closing or sealing corrugated fiberboard boxes. It consists of a pressure-sensitive adhesive coated onto a backing material which is usually a polypropylene or polyester film which is oriented to have strength in both the long (machine) direction and the cross direction. Most often, the tape is 48 mm (approx 2 inches) wide but it is also used in 72 mm (approx 3-inch) widths.A variety of backing strengths and calipers as well as adhesive formulations are available. It is often transparent or tan (beige, buff, brown). Other colors and printing are sometimes available. Use The tape is most often used as a closure for regular slotted containers (RSCs). A "single strip" or "center seam" closure is applied over the center seams of a box extending 50–75 mm (2–3 inches) onto the end panels. The tape can be used as a "six-strip" closure or "H-seal" by applying cross strips on the ends of the box. This is used when a relatively weak tape is used or when extra box reinforcement is needed. This method also seals the box to help keep contaminants out.This tape has also been used by artists , as a way to create molds of objects, as the strength of the tape allows for a strong shell for the mold when completed.
...more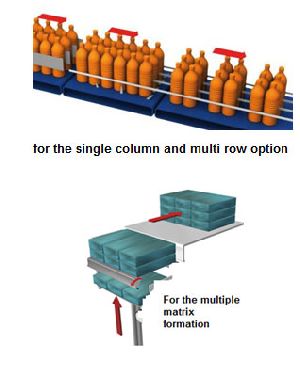
Straight feeding Shrink Wrap Machine
In a Straight feeding Shrink Wrap Machine The products which are planning to shrinkwrap will travel in a single line , inline to sealing unit and the products will collate on collation plate and pneumatic pusher which pushes the products onto sealing units (web sealer) but such option is possible only for the single column and with multiple row option i.e 1x1,1x2, 1x3,..1xn If you have multiple columns and rows then need an vertical pusher i.e for the matrixes 4x4, 3x4, 5x4 …nxn. Accordingly the machine size and pusher size infect all change parts will very and the packing time also In a single column and multiple row options a pneumatic pusher collates the boxes / containers into the pre-selected pack formation plate, which upon completion is transferred forwarded into the welding position. In and multiple row and column option there will two or multiple pusher to collate and form the matrix Once the required matrix gets formed by respective pushers as per set product size the pusher advances to push the formed matrix to sealing unit , once the matrix reaches the forming unit or forming plate the sensor gives the signal to welding bar accordingly it descents to complete the wrap, and the pusher returns to prepare the next collation of product. As the welding bar ascends, the pusher advances to transfer the new collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving shrink tunnel conveyor. The wrapped collation soon enters the shrink tunnel chamber where re-circulated hot air causes the wrap to shrink and tightly conform to the contours of the contents. Once the pack is out of the hot chamber, forced air cooling is used to tighten sleeve wrap to achieve a strong, secure pack ready for stacking on pallet or a placing on a shipping carton.
...more
Side sealing Shrink Wrap Machine
The Side sealing Shrink Wrap Machine is more suitable for all type and shape of product but the speed of machine will be too less as comparing to other type of collation Designed for Automatic Collation and shrink wrapping. The products which are planning to shrinkwrap will travel in a single line, 90 degree to pneumatic pusher which pushes the products onto sealing units , side sealing shrink wrap unit ,maximum it will be operated manually as considering the product flow it’s not suitable for fully automatic sealing and shrink-wrapping There will be only one pneumatic pusher which will push the collated boxes or bottles to web sealer. Pneumatic pusher collates the boxes / containers into the pre-selected pack formation, which upon completion is transferred forward into the side sealing uni Once the product pass through the side sealing unit it gets sealed and travels towards shrink tunnel and the pusher returns to prepare the next collation of product. As the welding bar ascends, the pusher advances to transfer the new collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving shrink tunnel conveyor. After entering the product on to tunnel the shrink takes place and the same procedure repeats. Specifications Catalogue Request for quote
...more
Shrink Wrap Machine

Semi Automatic Shrink Wrap Machine
Manual Collation and feeding shrink wrapping machine Semi Automatic Shrink Wrap Machine is more suitable to any form or type or design like box, bottles irrespective of shape. The semi automatic shrink wrap machine is more suitable for low speed production lines for both pharma and food industries and for other respective applications. The required collation and matrix forming will take place on collation plate which placed near to web sealer section. Once the required matrix formation gets completed ,manually push the matrix pusher on to welding area and take back the pusher . The delay signal gets activated by sensor and gives the signal to seal bar accordingly seal bar comes down and sealing and cutting operation gets completed After the sealing and cutting operation seal bar ascends, the manual pusher advances to transfer the collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving shrink tunnel conveyor. The wrapped collation soon enters the shrink tunnel chamber where recirclulated hot air causes the wrap to shrink and tightly conform to the contours of the contents. Once the pack is out of the hot chamber , forced air cooling is used to tighten sleeve wrap to achieve a strong, secure pack ready for stacking on pallet or a placing on a shipping carton.
...more
palletizer machine
Auto Palletizer is usually combined with carton packaging machine, which can put the cartons filled with container on the tray (moodiness) in a fixed order and stack them automatically. The multilayer of palletizing enables the fork moves them into storehouse. This equipment adopts PLC touch screen and intelligent managing which is not only simple and easy to master, but also reducing the labor.Automatic palletizers arrange boxes and bags in tiers on pallets. There are several types of automatic palletizing machines including low table, high table and robotic. In most applications each tier is loaded ninety degrees to the previous tier in order to better stabilize the load. But tier arrangement is programmable by the operator so there are no limitations on how patterns can be made (though very intricate patterns could slow production rates) A palletizer or palletiser is a machine which provides automatic means for stacking cases of goods or products on to a pallet.Manually placing boxes on pallets can be time consuming and expensive; it can also put unusual stress on workers. The first mechanized palletizer was designed, built, and installed There are specific types of palletizers including the row-forming which were introduced in the early 1950s. In row-forming palletizing applications loads are arranged on a row forming area and then moved onto a different area where layer forming takes place. This process repeats until a full layer of goods and products are configured to be placed on a pallet.The Foreview has been developed to respond to the market requirements for high speed, flexibility and compactness of the palletizing section of the modern production lines. The heart of the machine is the robot (4 or 6 axis, according to the application) which picks up the incoming cases and places them on the pallet, according to a pre-set pattern already stored in the machine memory.The robot is flexible and very fast: picking up individual cases, ink-jet, labelling or weighing them before placing them on the pallet. All this can be done even at high speed. The machine can be equipped with large capacity and empty pallet magazine with automatic handling of empty and full pallets. Due to its modular design, the pallet handling section can be customized according to the requirements of the end user.A simpler version is also available, with a dual position empty pallet loading station. The machine can be supplied as a stand alone unit or connected to an IMA side loading case-packer, particularly where space is at a premium.The machine also features a standard PLC unit which interacts with the robot processor, thereby making operation straightforward. A large and comprehensible operator interface makes change-overs simple and assists with diagnostics. The machine is fully guarded by transparent panels interlocked with safety switches and light curtains in the pallet removal area.
...more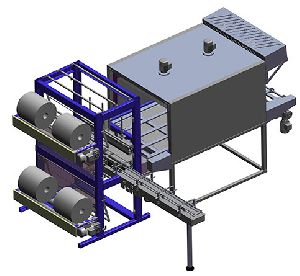
Fully Automatic Shrink Wrap Machine with Duel / Twin output
The Fully Automatic Shrink Wrap Machine with Duel / Twin output are more useful for high productivity and high speed.As shrink-wrap machine name itself describes twin / duel output so there will be two pneumatic pushers for shrink wrap matrix forming.Size of pusher will be designed with respect to required matrix / collation and there will be shrinked outputs from shrink tunnel. As in this duel output shrink wrap machine there will 4 shrink wrap film rolls 2 on upper feeder and 2 on lower feeder.The other operations remain same as that of single station shrink wrap machine with 90 degree OR of straight feeder option. If the collation matrix of single line then 90 Degree OR straight horizontal type collation method will be used and if the required matrix of more in columns than vertical 90 Degree method or straight option will be used. The products will travel in a single line for shrink wrapping operation, once both the sensors of pushers gets on the matrix forming operations initiates and accordingly the required matrixes started creating A pneumatic pusher collates the boxes / containers into the pre-selected pack formation, which upon completion is transferred into the web sealer area of shrink wrapping unit for welding. Once the cutting and welding operation completes in web-sealer area, the pusher returns to prepare the next collation of product. As the welding bar ascends, the pusher advances to transfer the new collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving shrink tunnel conveyor. The wrapped collation soon enters the shrink tunnel chamber where re-circulated hot air causes the wrap to shrink and tightly conform to the contours of the contents. Once the pack is out of the hot chamber, forced air cooling is used to tighten sleeve wrap to achieve a strong, secure pack ready for stacking on pallet or a placing on a shipping carton.
...more
Fully Automatic Shrink Wrap Machine
90 Deg feeding shrink wrap machine Straight Feeding shrink wrap machine Horizontal collator/ matrix forming Shrink Wrap Machine Vertical collator /matrix forming Shrink Wrap Machine Side sealing Shrink wrap machine Fully Automatic Shrink Wrap Machine The fully automatic shrink-wrap machine is such a machine using such shrink-wrapping machine the products can be collect and can make proper matrix for the products manufactured in Pharma , non-pharma such as food and FMCG companies. The Fully automatic shrink wrapping machines are more applicable and are suitable for the high speed production filling and packing lines to complete the packing activities in short period. The high speed filling and packing production lines can be seen in following companies and product lines: Fully automatic Shrink wrapping machine for pharma companies product line fully automatic Shrink wrap machine for syrup filling and packing lines fully automatic Shrink wrap machine for tablet blisters packing line Fully automatic Shrink Wrapping machine for FMCG and Food manufacturing companies fully automatic Shrink Wrap machine for food packing lines line juice, souse ,soup etc fully automatic Shrink wrap machine is more useful for cold drinks ,cola and mineral water packing lines and is more cost effective advantageous over shipper carton packing and also advantageous over packing timing "Fully automatic shrink wrapping machines" work in following steps: In pharma and non pharma products filling lines ,after filling, capping and labeling the products will travel automatically on infeed conveyor of the wrapping station and continue moving in a single lane onto the collating table A pneumatic pusher collates the boxes / containers into the pre-selected pack formation, which upon completion is transferred forward to welding position. At this stage the pack is clamped, the welding bar descents to complete the wrap, and the pusher returns to prepare the next collation of product. As the welding bar ascends, the pusher advances to transfer the new collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving shrink tunnel conveyor. The wrapped collation soon enters the shrink tunnel chamber where re-circulated hot air causes the wrap to shrink and tightly conform to the contours of the contents. Once the pack is out of the hot chamber, forced air cooling is used to tighten sleeve wrap to achieve a strong, secure pack ready for stacking on pallet or a placing on a shipping carton.
...more
Degree feeding Shrink Wrap Machine
The 90 Degree feeding shrink wrap machine is more cost effective and less time consuming for packing of products but in comparison to space constrain it will take little bit more place. In consideration to technical aspects a 90 Degree feeding shrink wrap machine consumes less power and less air pressure as there will less operating pneumatic cylinders The products which are planning to shrink-wrap will travel in a single line 90 degree to pneumatic pusher which pushes the products onto sealing units (web sealer) A pneumatic pusher collates the boxes / containers into the pre-selected pack formation, once the required gets formed the product holder holds the matrix and the sensor will give the signal to seal bar to cut and seal the paper. Once the welding bar ascends, the pusher advances to transfer the new collation into the welding position, at the same time displacing the previously wrapped collation onto continuously moving wire mesh shrink tunnel conveyor. The wrapped collation soon enters the shrink tunnel chamber where re-circulated hot air causes the wrap to shrink and tightly conform to the contours of the contents. Once the pack is out of the hot chamber , forced air cooling is used to tighten sleeve wrap to achieve a strong, secure pack ready for stacking on pallet or a placing on a shipping carton.
...more
Conveyor System
A conveyor system is a common piece of mechanical handling equipment that moves materials from one location to another. Conveyors are especially useful in applications involving the transportation of heavy or bulky materials. Conveyor systems allow quick and efficient transportation for a wide variety of materials, which make them very popular in the material handling and packaging industries. Many kinds of conveying systems are available, and are used according to the various needs of different industries. There are chain conveyors (floor and overhead) as well. Chain conveyors consist of enclosed tracks, I-Beam, towline, power & free, and hand pushed trolleys. Industries that use conveyor systems Conveyor systems are used widespread across a range of industries due to the numerous benefits they provide. Conveyors are able to safely transport materials from one level to another, which when done by human labor would be strenuous and expensive. They can be installed almost anywhere, and are much safer than using a forklift or other machine to move materials. They can move loads of all shapes, sizes and weights. Also, many have advanced safety features that help prevent accidents. There are a variety of options available for running conveying systems, including the hydraulic, mechanical and fully automated systems, which are equipped to fit individual needs. Conveyor systems are commonly used in many industries, including the automotive, agricultural, computer, electronic, food processing,[4] aerospace, pharmaceutical, chemical, bottling and canning, print finishing and packaging. Although a wide variety of materials can be conveyed, some of the most common include food items such as beans and nuts, bottles and cans, automotive components, scrap metal, pills and powders, wood and furniture and grain and animal feed. Many factors are important in the accurate selection of a conveyor system. It is important to know how the conveyor system will be used beforehand. Some individual areas that are helpful to consider are the required conveyor operations, such as transportation, accumulation and sorting, the material sizes, weights and shapes and where the loading and pickup points need to be. Care and maintenance of conveyor systems A conveyor system is often the lifeline to a company’s ability to effectively move its product in a timely fashion. The steps that a company can take to ensure that it performs at peak capacity, include regular inspections, close monitoring of motors and reducers, keeping key parts in stock, and proper training of personnel.Increasing the service life of your conveyor system involves: choosing the right conveyor type, the right system design and paying attention to regular maintenance practices.A conveyor system that is designed properly will last a long time with proper maintenance. Here are six of the biggest problems to watch for in overhead type conveyor systems including I-beam monorails, enclosed track conveyors and power and free conveyors.Poor take-up adjustment: This is a simple adjustment on most systems yet it is often overlooked. The chain take-up device ensures that the chain is pulled tight as it leaves the drive unit. As wear occurs and the chain lengthens, the take-up extends under the force of its springs. As they extend, the spring force becomes less and the take-up has less effect. Simply compress the take-up springs and your problem goes away. Failure to do this can result in chain surging, jamming, and extreme wear on the track and chain. Take-up adjustment is also important for any conveyor using belts as a means to power rollers, or belts themselves being the mover. With poor-take up on belt-driven rollers, the belt may twist into the drive unit and cause damage, or at the least a noticeable decrease or complete loss of performance may occur. In the case of belt conveyors, a poor take-up may cause drive unit damage or may let the belt slip off of the side of the chassis.Lack of lubrication: Chain bearings require lubrication in order to reduce friction. The chain pull that the drive experiences can double if the bearings are not lubricated. This can cause the system to overload by either its mechanical or electrical overload protection. On conveyors that go through hot ovens, lubricators can be left on constantly or set to turn on every few cycles.Contamination: Paint, powder, acid or alkaline fluids, abrasives, glass bead, steel shot, etc. can all lead to rapid deterioration of track and chain. Ask any bearing company about the leading cause of bearing failure and they will point to contamination. Once a foreign substance lands on the raceway of a bearing or on the track, pitting of the surface will occur, and once the surface is compromised, wear will accelerate. Building shrouds around your conveyors can help prevent the ingress of contaminants. Or, pressurize the contained area using a simple fan and duct arrangement. Contamination can also apply to belts (causing slippage, or in the case of some materials premature wear), and of the motors themselves. Since the motors can generate a considerable amount of heat, keeping the surface clean is an almost-free maintenance procedure that can keep heat from getting trapped by dust and grime, which may lead to motor burnout.Product Handling: In conveyor systems that may be suited for a wide variety of products, such as those in distribution centers, it is important that each new product be deemed acceptable for conveying before being run through the materials handling equipment. Boxes that are too small, too large, too heavy, too light, or too awkwardly shaped may not convey, or may cause many problems including jams, excess wear on conveying equipment, motor overloads, belt breakage, or other damage, and may also consume extra man-hours in terms of picking up cases that slipped between rollers, or damaged product that was not meant for materials handling. If a product such as this manages to make it through most of the system, the sortation system will most likely be the affected, causing jams and failing to properly place items where they are assigned. It should also be noted that any and all cartons handled on any conveyor should be in good shape or spills, jams, downtime, and possible accidents and injuries may result.Drive Train: Notwithstanding the above, involving take-up adjustment, other parts of the drive train should be kept in proper shape. Broken O-rings on a Lineshaft, pneumatic parts in disrepair, and motor reducers should also be inspected. Loss of power to even one or a few rollers on a conveyor can mean the difference between effective and timely delivery, and repetitive nuances that can continually cost downtime.Bad Belt Tracking or Timing: In a system that uses precisely controlled belts, such as a sorter system, regular inspections should be made that all belts are traveling at the proper speeds at all times. While usually a computer controls this with Pulse Position Indicators, any belt not controlled must be monitored to ensure accuracy and reduce the likelihood of problems. Timing is also important for any equipment that is instructed to precisely meter out items, such as a merge where one box pulls from all lines at one time. If one were to be mistimed, product would collide and disrupt operation. Timing is also important wherever a conveyor must "keep track" of where a box is, or improper operation will result.Since a conveyor system is a critical link in a company’s ability to move its products in a timely fashion, any disruption of its operation can be costly. Most “downtime” can be avoided by taking steps to ensure a system operates at peak performance, including regular inspections, close monitoring of motors and reducers, keeping key parts in stock, and proper training of personnel. Types of conveyor systems Gravity roller conveyor Gravity skatewheel conveyor Belt conveyor Wire mesh conveyors Plastic belt conveyors Bucket conveyors Flexible conveyors Vertical conveyors Spiral conveyors Vibrating conveyors Pneumatic conveyors Electric Track Vehicle Systems Belt driven live roller conveyors Lineshaft roller conveyor Chain conveyor Screw conveyor aka Auger conveyor Chain driven live roller conveyor Overhead conveyors Dust proof conveyors Pharmaceutical conveyors Automotive conveyors Belt conveyor systems Conveyors are durable and reliable components used in automated distribution and warehousing. In combination with computer controlled pallet handling equipment this allows for more efficien tretail, wholesale, and manufacturing distribution. It is considered a labor saving system that allows large volumes to move rapidly through a process, allowing companies to ship or receive higher volumes with smaller storage space and with less labor expense.Rubber conveyor belts are commonly used to convey items with irregular bottom surfaces, small items that would fall in between rollers (e.g. a sushi conveyor bar), or bags of product that would sag between rollers. Belt conveyors are generally fairly similar in construction consisting of a metal frame with rollers at either end of a flat metal bed. The belt is looped around each of the rollers and when one of the rollers is powered (by an electrical motor) the belting slides across the solid metal frame bed, moving the product. In heavy use applications the beds which the belting is pulled over are replaced with rollers. The rollers allow weight to be conveyed as they reduce the amount of friction generated from the heavier loading on the belting. Belt conveyors can now be manufactured with curved sections which use tapered rollers and curved belting to convey products around a corner. These conveyor systems are commonly used in postal sorting offices and airport baggage handling systems. A sandwich belt conveyor uses two conveyor belts, face-to-face, to firmly contain the item being carried, making steep incline and even vertical-lift runs achievable.Belt conveyors are the most commonly used powered conveyors because they are the most versatile and the least expensive. Product is conveyed directly on the belt so both regular and irregular shaped objects, large or small, light and heavy, can be transported successfully. These conveyors should use only the highest quality premium belting products, which reduces belt stretch and results in less maintenance for tension adjustments. Belt conveyors can be used to transport product in a straight line or through changes in elevation or direction. In certain applications they can also be used for static accumulation or cartons. Pneumatic conveyor systems Every pneumatic system, makes use of pipes or ducts called transportation lines that carry mixture of materials and a stream of air. These materials are such as dry pulverized or free flowing or light powdery materials like cement, fly ash etc. These materials can be transported conveniently to various destinations by means of a stream of high velocity air through pipe lines. Products are moved through various tubes via air pressure, allowing for extra vertical versatility. Pneumatic conveyors are either carrier systems or dilute-phase systems; carrier systems simply push items from one entry point to one exit point, such as the money-exchanging tubes used at a bank drive-through window. Dilute-phase systems use push-pull pressure to guide materials through various entry and/or exit points. It is important to note that either air compressors, vacuums, or blowers can be used to generate the air. This will all depend on what the engineers think will be the most efficient and economical way of developing the system. Three basic systems that are used to generate high velocity air stream: Suction or vacuum systems, utilizing a vacuum created in the pipeline to draw the material with the surrounding air.The system operated at a low pressure, which is practically 0.4–0.5 atm below atmosphere, and is utilized mainly in conveying light free flowing materials. Pressure-type systems, in which a positive pressure is used to push material from one point to the next. The system is ideal for conveying material from one loading point to a number of unloading points. It operates at a pressure of 6 atm and upwards. Combination systems, in which a suction system is used to convey material from a number of loading points and a pressure system is employed to deliver it to a number of unloading points. Vibrating conveyor systems A Vibrating Conveyor is a machine with a solid conveying surface which is turned up on the side to form a trough. They are used extensively in food grade applications where sanitation, washdown, and low maintenance are essential. Vibrating conveyors are also suitable for harsh, very hot, dirty, or corrosive environments. They can be used to convey newly cast metal parts which may reach upwards of 1,500 °F (820 °C). Due to the fixed nature of the conveying pans vibrating conveyors can also perform tasks such as sorting, screening, classifying and orienting parts. Vibrating conveyors have been built to convey material at angles exceeding 45° from horizontal using special pan shapes. Flat pans will convey most materials at a 5° Incline from horizontal line. Flexible conveyor systems The flexible conveyor is based on a conveyor beam in aluminium or stainless steel, with low friction slide rails guiding a plastic multi-flexing chain. Products to be conveyed travel directly on the conveyor, or on pallets/carriers. These conveyors can be worked around obstacles and keep production lines flowing. They are made at varying levels and can work in multiple environments. They are used in food packaging, case packing, and pharmaceutical industries but also in retail stores such as Malls Vertical conveyor systems and spiral conveyors Vertical conveyor - also commonly referred to as freight lifts and material lifts - are conveyor systems used to raise or lower materials to different levels of a facility during the handling process. Examples of these conveyors applied in the industrial assembly process include transporting materials to different floors. While similar in look to freight elevators, vertical conveyors are not equipped to transport people, only materials.Vertical lift conveyors contain two adjacent, parallel conveyors for simultaneous upward movement of adjacent surfaces of the parallel conveyors. One of the conveyors normally has spaced apart flites for transporting bulk food items. The dual conveyors rotate in opposite directions, but are operated from one gear box to insure equal belt speed. One of the conveyors is pivotally hinged to the other conveyor for swinging the pivotally attached conveyor away from the remaining conveyor for access to the facing surfaces of the parallel conveyors. Vertical lift conveyors can be manually or automatically loaded and controlled. Almost all vertical conveyors can be systematically integrated with horizontal conveyors, since both of these conveyor systems work in tandem to create a cohesive material handling assembly line.In similarity to vertical conveyors, spiral conveyors raise and lower materials to different levels of a facility. In contrast, spiral conveyors are able to transport material loads in a continuous flow. Industries that require a higher output of materials - food and beverage, retail case packaging, pharmaceuticals - typically incorporate these conveyors into their systems over standard vertical conveyors due to their ability to facilitate high throughput. Most spiral conveyors also have a lower angle of incline or decline (11 degrees or less) to prevent sliding and tumbling during operation. Vertical conveyor with forks Just like spiral conveyors also a vertical conveyor that use forks are able to transport material loads in a continuous flow. With these forks the load can be taken from one horizontal conveyor and put down on another horizontal conveyor on a different level. By adding more forks more products can be lifted at the same time. Conventional vertical conveyors have the restriction that the input and output of material loads must have the same direction. By using forks many combinations of different input- and outputlevels in different directions are possible. A vertical conveyor with forks can even be used as a vertical sorter. Compared to a spiral conveyor a vertical conveyor - with or without forks - takes up less space. Heavy duty roller conveyors Heavy Duty roller conveyors are used for moving items that are at least 500 lbs. This type of conveyor makes the handling of such heavy equipment/products easier and more time effective. Many of the heavy duty roller conveyors can move as fast as 75 feet/minute.Other types of heavy duty roller conveyors are gravity roller conveyor, chain driven live roller conveyor, pallet accumulation conveyor, multi-strand chain conveyor, and chain & roller transfers.Gravity roller conveyors are extremely easy to use and are used in many different types of industries such as automotive and retail.Chain driven live roller conveyors are used for single or bi-directional material handling. Large heavy loads are moved by chain driven live roller conveyors.Pallet accumulation conveyors are powered through a mechanical clutch. This is used instead of individually powered and controlled sections of conveyors.Multi-strand chain conveyors are used for double pitch roller chains. Products that can not be moved on traditional roller conveyors can be moved by a multi-strand chain conveyor. Chain & roller conveyors are short runs of two or more strands of double pitch chain conveyor built into a chain driven line roller conveyor. These pop up under the load and move the load off of the conveyor.
...more
Check Weigher Machine
A checkweigher is an automatic machine for checking the weight of packaged commodities online in dynamic condition. It is normally found at the offgoing end of a production process and is used to ensure that the weight of a pack of the commodity is within specified limits. Any packs that are outside the tolerance are taken out of line automatically. A checkweigher is a system that weighs items as they pass through a production line, classifies the items by preset weight zones, and ejects or sorts the items based on their classification. Checkweighers weigh 100% of the items on a production line. Typically, an infeed section, scale section, discharge section, rejecter or line divider, and computerized control comprise the physical checkweighing system. Checkweighers and their components vary greatly according to how they are used, the items being weighed, and the environment surrounding them. A checkweigher can weigh in excess of maximum items per minute (depending on product size and accuracy requirements).Checkweighers often incorporate additional checking devices such as metal detectors and X-ray machines to enable other attributes of the pack to be checked and acted upon accordingly. “Simply stated, a checkweigher weighs, classifies, and segregates items by weight.” For high-speed precision scales, a load cell using electromagnetic force restoration(EMFR) is appropriate. This kind of system charges an inductive coil, effectively floating the weigh bed in an electromagnetic field. When the weight is added, the movement of a ferrous material through that coil causes a loss of ElectroMagnetic Force. A precision circuit charges the coil back to its original charge. The amount added to the coil is precisely measured. The voltage produced is filtered and sampled into digital data. That voltage is then passed through a Digital Signal Processor (DSP) filter and ring-buffer to further reduce ambient and digital noise and delivered to a computerized controller.It is usual for a built-in computer to take many weight readings from the transducer over the time that the package is on the weigh bed to ensure an accurate weight reading.Calibration is critical. A lab scale, which usually is in an isolated chamber pressurized with dry nitrogen(pressurized at sea level) can weigh an object within plus or minus 100th of a gram, but ambient air pressure is a factor. This is straightforward when there is no motion, but in motion there is a factor that is not obvious-noise from the motion of a weigh belt, vibration, air-conditioning or refrigeration which can cause drafts. Torque on a load cell causes erratic readings.A dynamic, in-motion checkweigher takes samples, and analyzes them to form an accurate weight over a given time period. In most cases, there is a trigger from an optical(or ultrasonic) device to signal the passing of a package. Once the trigger fires, there is a delay set to allow the package to move to the "sweet spot" (center) of the weigh bed to sample the weight. The weight is sampled for a given duration. If either of these times are wrong, the weight will be wrong. There seems to be no scientific method to predict these timings. Some systems have a "graphing" feature to do this, but it is generally more of an empirical method that works best. A reject conveyor to enable the out-of-tolerance packages to be removed from the normal flow while still moving at the conveyor velocity. The reject mechanism can be one of several types. Among these are a simple pneumatic pusher to push the reject pack sideways from the belt, a diverting arm to sweep the pack sideways and a reject belt that lowers or lifts to divert the pack vertically. A typical checkweigher usually has a bin to collect the out-of-tolerance packs. Tolerance methods There are several tolerance methods: The traditional "minimum weight" system where weights below a specified weight are rejected. Normally the minimum weight is the weight that is printed on the pack or a weight level that exceeds that to allow for weight losses after production such as evaporation of commodities that have a moisture content. The larger wholesale companies have mandated that any product shipped to them have accurate weight checks such that a customer can be confident that they are getting the amount of product for which they paid. These wholesalers charge large fees for inaccurately filled packages. Application considerations Speed and accuracy that can be achieved by a checkweigher is influenced by the following: Pack length Pack weight Line speed required Pack content (solid or liquid) Motor technology Stabilization time of the weight transducer Airflow causing readings in error Vibrations from machinery causing unnecessary rejects Sensitivity to temperature, as the load cells can be temperature sensitive Quality control tape Band with the principles of quality control weight Weighing tape quality control principles Automatic weighing tape Weight control tape Food weight control tape Drug for weight control tape Detergent industry for the quality control tape Weight control tape for chemical industry Weight control tape for the pasta industry Flour weight control tape for the industry Applications In-motion scales are dynamic machines that can be designed to perform thousands of tasks. Some are used as simple caseweighers at the end of the conveyor line to ensure the overall finished package product is within its target weight.An in motion conveyor checkweigher can be used to detect missing pieces of a kit, such as a cell phone package that is missing the manual, or other collateral. Checkweighers are typically used on the incoming conveyor chain, and the output pre-packaging conveyor chain in a poultry processing plant. The bird is weighed when it comes onto the conveyor, then after processing and washing at the end, the network computer can determine whether or not the bird absorbed too much water, which as it is further processed, will be drained, making the bird under its target weight.A high speed conveyor scale can be used to change the pacing, or pitch of the products on the line by speeding, or slowing the product speed to change the distance between packs before reaching a different speed going into a conveyor machine that is boxing multiple packs into a box. Typical Uses of a Checkweighers Check for under and/or overweight filled packages Insure compliance with net contents laws for prepackaged goods Check for missing components in a package including labels, instructions, lids, coupons, or products Verify count by weight by checking for a missing carton, bottle, bag, or can in a case Check package mixes against weight limits to keep the solid to liquid ratio within established standards Reduce product giveaway by using checkweigher totals to determine filler adjustments Classify products into weight grades Insure product compliance with customer, association, or agency specifications Weigh before and after a process to check process performance Fulfill USDA or FDA reporting standards Measure and report production line efficiency
...more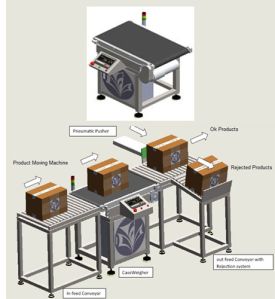
case weigher machine
the caseweigher-caw are preferable to use in all industries such as food, pharma and all industries those require dynamic weighing system. Quick weight calculation. Continuous, dynamic weighing. And synchronization with existing conveyor systems. Numerous connection facilities for external control (plc) and computer systems. With pneumatics pusher for rejection and end solution for rejection conveyor. the caseweigher is a kit consisting of a motor with gear box for operating conveyor system. Load cells are mounted for capturing weight and control panel with plc system. the weighing terminal displays the weight information and allows the weighing history to be transmitted to an external device via network interface. a caseweigher is an automatic machine for checking the weight of packaged commodities online in dynamic condition. It is normally found at the offgoing end of a production process and is used to ensure that the weight of a pack of the commodity is within specified limits. Any packs that are outside the tolerance are taken out of line automatically. a caseweigher is a system that weighs items as they pass through a production line, classifies the items by preset weight zones, and ejects or sorts the items based on their classification. Caseweighers weigh 100% of the items on a production line. typically, an infeed section, scale section, discharge section, rejecter or line divider, and computerized control comprise the physical checkweighing system. Caseweighers and their components vary greatly according to how they are used, the items being weighed, and the environment surrounding them.
...more
case packer machine
now every company is looking more productivity with less man power ,today’s competitive production environment requires increase productivity, manpower optimization and reduced down time.the fast developing economy leaves most of the factory chase behind man power searcity. Hence end of line solutions for packaging foreview offers the most innovative series of case packing equipments suiting to various types of products and packing methodologies.the range of models that are crafted with care and dedication matches to various packaging machinery of speed ranging from 150 pcs per minute to 600 pcs. Per minute.equipments are constructed with mild steel structure for cost effective options and stainless steel structures that matches to gmp requirements and sanitary wash down environments. common featuress for all case packers safety covers using polycarbonate windows and limit switch interlocks fully plc controlled with user friendly features very simple to operate all the pneumatic components are of festo / smc make the machines are capable to handle a line speed ranging from 250 pcs per minute to 500 pcs per minute. the speed depends upon the matrix size and the product nature. case packers (with pneumatic pick and place) the machine works on the principle of pick and place method using specially designed vacuum suction systems. in this method itself, we have different options: single head / double head / triple head / four head cycle speed : pneumatically operated : 12 cycles / head and servo driven : 15 cycles / head. matrix plate : matches to the carton size, matrix and product size fitted with rectangular bellow suction cups or round bellow suction cups depending upon the product shape. plc : allen bradley make with hmi panel optional extra & pneumatic components are of festo / smc make. the machine houses the electrical and pneumatic panel within the base foot print of the machine. grippers are used to hold containers and bottles if they are not suitable for lifting through vacuum. all moving parts are covered with safety limit switch interlock and the machine is fitted with optional beam sensors (light curtains) to ensure operator safety. hmi will display trouble shooting procedures and fault indications to minimize down time and improve oee, coverall equipment efficiency. electrical and pneumatic components are designed for easy access and replacement without disturbing main wiring system to reduce down time. horizontal case packer (semi automatic) the method is highly advantageous because of its integral assembly comprising of case erection inline matrix formation through vertical stacking product loading through side inline automatic major and minor flaps closing integrated dual side taping system positive locating through flap opening and holding on the sides flexibility for easy topping up of carton bundles higher flexibility to handle wide varieties of cartons and products capable to link up in high speed lines lower operating cost comparing to pick and place models method of operation products enter the foreview engineering & technology pvt. Ltd at random via the infeed belt conveyor. the machine will automatically collate products into the appropriate pack pattern. an operator places a case onto the horizontal loading station by positioning the open endof the case over the loading funnel and presses the foot pedal. the product is automatically loaded into the positioned case. the loaded case is then pneumatically lowered onto its bottom and exits via the roller conveyor to a case taper or gluer (case sealer not included). machine features include heavy duty, welded stainless frame broad size range simple and fast size changeover expandable for further levels of automation flexibility to run rsc and die cut designs accommodates both corrugated and paperboard materials.
...more
Case Packer
packing equipments suiting to various types of products and Packing methodologies. The range of models that are crafted with care and dedication matches to various packaging machinery of speed ranging from 150 pcs per minute to 600 pcs. per minute.Equipments are constructed with Mild steel structure for cost effective options and Stainless steel structures that matches to GMP requirements and sanitary wash down environments.
...more
box sealing machine
Box-sealing tape, parcel tape or packing tape is a pressure-sensitive tape used for closing or sealing corrugated fiberboard boxes. It consists of a pressure-sensitive adhesive coated onto a backing material which is usually a polypropylene or polyester film which is oriented to have strength in both the long (machine) direction and the cross direction.
...more
Automatic Sleeve Shrink Wrap Machine
Automatic Sleeve Shrink Wrapping Machine" is distinguishable from other types of shrink wrapping equipment in that the two ends of the package have an opening (often called "bulls eyes") such as commonly seen for water bottle packaging where the openings can act a handles. In point of fact a sleeve wrapper is an excellent solution for bundling a wide variety of products and is often called a "bundler". Our Sleeve Wrappers are available in a wide range of size capabilities and configurations from manual feed to fully automatic with collating. Speeds generally decrease between cased product The Wraps manual two reel sleeve wrapping machine is the lowest cost method of producing a shrink wrap for transit purposes. The system consists of the FE sleeve wrapper and the M25.40T shrink tunnel. Each machine uses a 13 amp single phase electricity supply making it an extremely mobile wrapping solution. Shrink wrapping for transit purposes uses Polythene shrink film, the lowest cost shrink wrapping film available. One reel of film is mounted at a high level and the other is mounted at a low level. The two reels are joined by the sealing head, forming a curtain of film through which the product is pushed. The product to be wrapped is manually pushed through the curtain of film, enveloping the product. The sealing jaw is then brought down by hand, cutting and sealing the film producing a loose sleeve of film around the product. The next product to be wrapped then pushes the wrapped product into the heat shrink tunnel. In the tunnel the heat shrinks the film around the product leaving two open ends at the sides. The width of the film used compared to the width of the product determines how much of an open end is created. The Automatic Sleeve Shrink Wrapping Machine is suitable for products up to 550mm wide and 400mm high. Speed of operation is up to 400 products per hour. Additional features available with side feed sleeve wrap machines: Easy access and easy change of pusher - the pusher takes seconds to replace thanks to excellent access to the relevant part of the sleeve wrap machine. It’s also incredibly flexible; as many pusher plates as required are provided free of charge at the point of ordering Out-feed belt - the powered out-feed belt drives the pack automatically into the shrink tunnel, again useful for heavy or unstable collations. If it's an Automatic sleeve shrink wrapping machine that you need, then YPS can help. We supply a wide variety of sleeve sealers. We offer a range of high-speed sleeve wrappers aimed at the mineral water and soft drinks industry and specialist machines to wrap large items. Click start button below to view Video. All sleeve wrappers benefit from the following features: Fully safety guarded to exceed C.E. Marking regulations Heavy duty build quality to provide years of service Available in a variety of sealing sizes and in-feed arrangements Easy and intuitive to operate ‘Best in Class’, Heavy duty Teflon blade: this sealing system is more effective than a wire as it provides consistently strong seals and requires less maintenance than a three wire sealing system Pack clamp: fitted as standard on our sleeve wrap machines. This device clamps the pack securely in place while the film seals – absolutely critical for collation and unstable packs. Programmable pack counters to provide accurate shrink wrapping production and efficiency data, fitted as standard. All of our high speed sleeve wrappers offer the following benefits: High production speeds to reduce production time A heavy duty sealing blade for consistently strong seals Jaw / product safety device to protect the operator Perfect shrink tunnel air distribution for consistent, high quality results Automatic shrink film feed to both rolls for ease of use Automatic and manual cycle controls for convenience Programmable computer controlled memory for faster and effective operation Print registration options to enhance operations Variety of infeed arrangements for complete flexibility Heavy duty frame construction for years of continued use Side chains in the shrink tunnel for improved strength Sleeve wrap machines are more used in Mineral water manufacturing company Food industries like juice and jam making Pharma syrups bottle sleeve insertions Edilbe oil manufacturing companies And all pharma and non pharma companies
...more
Automatic Palletizer
Auto Palletizer is usually combined with carton packaging machine, which can put the cartons filled with container on the tray (moodiness) in a fixed order and stack them automatically. The multilayer of palletizing enables the fork moves them into storehouse. This equipment adopts PLC touch screen and intelligent managing which is not only simple and easy to master, but also reducing the labor.Automatic palletizers arrange boxes and bags in tiers on pallets. There are several types of automatic palletizing machines including low table, high table and robotic. In most applications each tier is loaded ninety degrees to the previous tier in order to better stabilize the load.
...moreBe first to Rate
Rate ThisOpening Hours
Share your Correspondence Details to receive messages from Forview Engineering & Technology Pvt. Ltd.