
wire mesh welding machine

Wire Condenser Welding Machines
Wire Condenser Welding Machines Salient Features: High Speed of Operation:Specially designed three head design offers very high speeds of operation. Lower Current demand:Three heads operate sequentially covering the complete width of condenser. As a net result of which the number of wires getting welded at any point of time are 1/3rd the normal projection welding machine & thus electrical load is much lower Accuracy of Set down:Welding Heads are specially designed to operate with controlled stroke which helps in getting the desired set down with out damaging the tube and at the same time offers consistent weld quality. Uniform Welding Quality:Force & stoke settable welding heads along with uniform distribution of secondary current gives distribution of Current, pressure & thus consistent weld quality. Lesser consumption of Electrodes:Design & shape of electrodes is such that maintaining uniform gap between electrodes becomes easy. And thus re machining of electrodes is drastically reduced , which results in higher life. Lower maintenance:All the parts of machine are easily accessible & are designed for long life. As a net result of which maintenance& replacement are down to minimum. Operation & sequence:Fixture provided with machine for a particular design of wire condenser, helps user to locate tube & wires accurately & quickly in position. Light weight design of fixture along with well designed guiding system allows operator to index the fixture manually through the machine line by line with out much effort during operation of machine. After every indexing , three welding heads weld one line in a sequential manner resulting in high quality & consistent weld. After every weld cycle operator can index fixture manually to next weld line. In this way complete wire condenser will get welded in shortest possible time. Machine control: The machine is controlled by a PLC which gives optimized time for each weld, thus improving the speed of the machine, and providing easy diagnostic facility for the machine. The welding is controlled through mechelonic enginerrs make 400 series microprocessor based welding controller with constant current facility thus providing consistent welding quality. The controller has a in built facility for line voltage compensation for fluctuating line voltage Note :: Machine is normally provided with three welding heads & one 75 KVA transformers, If any particular requirement for 4 welding heads & more than one welding transformers is felt the same can be given. Also as a standerd single phase AC transformer is give, but un option of 3 phase DC transformer is also available.
...more
welding controller

Stud Welding Machine

stud welding
The stud and the ceramic ferrule is loaded into the stud-welding gun. The gun is positioned on the work piece. After gun triggering the stud lifts by producing pilot-arc approx. 1 to 4 mm from the work piece. The lifting way depends on the diameter. Afterwards the main arc is started. The stud front-surface and the work-piece surface in the area of the ceramic ferrule becomes molten. The ceramic ferrule limits the arc area. After an infinitely variable adjustable weld time the stud is pressed by feather pressure in the molten metal and the main current is switched off. After removing the gun from the welded stud, also the ceramic ferrule has to be removed. As a weld result you see a homogeneous connection with calibrated welding fillet. Besides drawn-arc welding with ceramic ferrule, shielding gas can be also used as a weld-pool protection. The horizontal weld position should be preferred, because there is no ceramic ferrule to hold the molten metal in position.
...more
Stretch Former
Mechelonic make Stretch Forming Machine is used for making 18 Litres square containers from circular seam welded containers, with the additional functions of making forming, side-stiffening, panelling vertical ribs. Specification: The machine basically consists of two parts - The die and forming device The hydraulic power pack to operate the die The Die :The die consists of an expanding mandrel operated by two built in hydraulic cylinders which forms circular can into the square form. This expanding mandrel has male projections for the purpose of panelling (ribbing) on its four sides. Machine is also fitted with four slides surrounding the expanding mandrel, which carry matching female grooves. These slides are hydraulically operated by four hydraulic cylinders. After the can is expanded into a square form, all the four slides come forward and press on the mandrel from all four sides giving panelling / ribbing on all four sides. Monogram / symbol embossing can also be combined with this operation (at extra cost). The Power Pack:The power pack consists of a Hydraulic Pump driven by a totally closed induction motor. The pump is capable of developing a pressure of 150 kg/cm.sq. The pack is designed taking into account all hydraulic and service requirements. The entire system is of robust construction made from high quality material. Important Note: Assume dimensions measured from bottom sample is A x A x R radius of corner. Dimension of our die will be B±0.1 x B±0.1 x r±0.1 where, B = A + 0.5 r = R - 0.5 Diagonal of die will be d = { Sqrt(2 [(B-2r)]) + 2r}±0.1 Our die will be made based totally on above calculations. Customer should thus give us either, (a) dimension of die as he finds acceptable and we will make die as per those dimensions OR (b) should approve dimensions calculated as per our above calculations. Our risk will be limited to making a die as per point (a) or (b) only. Mechelonic does not stand responsible for matching can made on our die with top and bottom for seaming without leak.
...more
Spot Welding Machine
We are the leading supplier of this products.
Brand Name : MECHELONIC Engineers
Material : Copper, Metal, Steel, Ferrous & Non-Ferrous Sheet s,Steel
Voltage : 415V
Phase : 2-Phase of 3 Lines (1-phase AC Machines)/ MFDC & 3-phase AC Machines
Frequency : 50 Hz
Throat Depth : 200 mm
Type : Precision Bench Mounted
...more
Solidification Machine
Solidification Machine To heat and solidify copper flexible link manufactured from bunch/stack of copper-foils, used in Electrical and Chemical Industries. Specifications: Machine Type :It is a 3 D. C. Machine. The advantage of this system is low working cost in terms of improved power factor, which can be of the order of 0.9. In addition to this it gives balance load in each phase. Also due to D.C. impendence of secondary circuit dose not come in picture, thus the voltage drop in the system comes down resulting in lower KVA of machine for the same application as compared to single phase A. C. Machine. The machine is sturdy, all welded steel plate fabrication, and suitably welded and stiffened at points of stress to minimise deflection. The transformer and D.C. Rectifier assembly fitted inside of the body. The pneumatic cylinder mounted on the right hand side to give horizontal movement of the ram guide through precision slides with graphite heating / forging electrodes with water-pump to cool un-heated portions. All internal parts are easily accessible. Transformer Rectifier Set :Transformer of a special type conforming to international standards applicable to this class of Transformers. Water cooled, having core of high grade electrical steel, primary and secondary coils of Electrolytic copper of ample section, heavy duty class 'F' insulated and impregnated, suitable for with-standing continuously a temperature of 155°C deg. The direct current rectifier system consists of high power silicon rectifier to rectify the alternating current available on the secondary of transformer to direct current. It has large number of basic rectifier pellets connected in between the secondary of transformer and the output bus-bars. These pallets are clamped in specially designed clamping system which ensures the correct amount of clamping pressure and uniform contact. Suitable water cooling system designed into these clamps ensures efficient cooling of rectifier elements. Current Control By Transformer Taps:Transformer primary coils provide with taps brought out to tap change links for adjustment of current in steps from 55-100% Tap change links enclosed inside the transformer cabinet.. Heat Initiation :By means of operator's foot switch connected to low voltage safe initiating switch, which operates the main Electro-magnetic contractor. Electrode Control System:One of the two electrodes actuated via a quick follow up mechanism by a heavy duty 2 way pneumatic cylinder, controlled by an electrically operated solenoid air valve. Compressed air at 2-6 KSC acting on the pneumatic cylinder provides the necessary electrode force. Machine is provide with air filter, air lubricator, air pressure regulating valve, pressure gauge, and all internal air connections. Adjustment of Electrode Force: By air pressure regulating valve provided on the machine. Adjustment of Electrode Stroke: By horizontal adjustment of the stationary electrode. Platens:Constructed from high quality copper alloy accurately machined having T-slots to international / IS standards. Electrodes:Machine will be provided with custom designed one set of graphite electrodes to suit one type of the job. Additional sets of electrodes shall be supplied request at extra cost. Operation :Copper foils are wound over a mandrel and then one end pressed to make the stracked assembly. Copper foils these conditions are fed to the machine. The portion to be forged (generally ends) is held on fixed electrode and clamp foot switch is initiated. RHS moving electrode clamps the flexible link under pressure with other end dipped in water-pump. Current switch is initiated. The main magnetic contractor gets ON and transformer is energised. Graphite electrodes start heating to cherry red colour and heat gets conducted to the interior of links and raise temp. of on-off current foot switch operation. These pulses provide a constant heat flow from electrodes into the flexible link. (NEVER ALLOW THE ELECTRODE TO GET BRIGHT-WHITE HOT OR ELSE ENDS OF COPPER FOILS WILL MELT OFF). During the operation whatever heat is conducted to other areas of flexible link is drained off by continuous flow water in tank by this allowing to avoid annealing of copper foils. When fully forged force to continue till graphite electrode colour comes to normal black. Release the clamp and link will fall in water-sump permitting it to be cooled. Safety Provision:Thermoswitch on transformer. Cooling System:Transformer, Platters, Electrode Holders are cooled, Internal water cooling piping for each circuit is provided with machine. The work piece also to be water cooled externally. A water tank (GI) is provided with machine for external cooling of flexible link. All circuits terminate into a sight tank provided. Customer to provide cooling water supply of recommended flow rate free from residue forming impurities and it temperature of less than 30. Electro -Magnetic Contractor: Machine provide with electro-magnetic heavy duty contractor for switching on/off of main transformer.
...more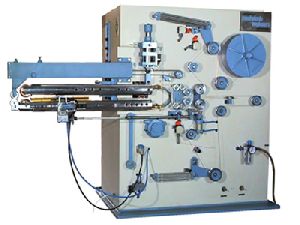
Side Seam Welders
MECHELONIC ENGINEERS Container Side Seam Welding Machine model 18-51 is a trustworthy and economic way of producing consistent, faultless and narrow weld at highest working speeds eliminating need of skilled operator. Weldability:The machine is capable of welding a wide range of materials, Tin sheets, Black and TFS sheets (after proper edge cleaning) with thickness ranging from 0.2 to 0.4 mm and body diameters ranging from 52 to 300 mm and body height upto 450 mm depending on the lower arm size. Intermediate Electrode:Use of electrolytic copper wire as an intermediate electrode between weld wheel and tin sheet, avoids deposition of molten tin on weld wheels and ensures consistent, quality weld without frequent cleaning of wheels. Welding Arms:Upper arm made out of high tensile brass is common for complete range of can diameters and is actuated by a hydropneumatic-damping cylinder to avoid initial impact on contact with lower weld wheel and to maintain constant welding force. Lower arm is complete with carriage guide rail, Z-bar, weld wheel etc. Three standard sizes of lower arms are available. Any one size of arm will be provided with machine, other sizes will be available at extra cost. Weld whels & Z-bars:Antifriction, mercury contact weld wheels made out of special copper alloy & Z-bars made out of wear resistant material are available in three standard sizes i.e. 52, 65 and 100 size suitable for respective arms. These wears out parts are available as spares off the shelf. Standard overlap provided on Z-bar is 4 mm. Carriage:Carriage assembly with built-in pneumatic clamping and limit switches for low/high current initiation, auto cut off and frame contract is mounted on antifriction bearings and can be adjusted for different can lengths easily. Different sizes of carriages are available to match each size of arm. Movement of carriage is actuated by automatic fly-start system to maintain normal welding speed from the start. Electronic Control: High precision fully solid state welder control incorporating thyristors permits uniform weld quality. Two-stage heat control unit controls the intensity of weld current at the beginning of weld cycle at desired low levels. Current control is through transformer taps and potentiometers. Operation and work cycle: Once the welding parameters like current, pressure, speed, carriage positioning, high /low heat and cut-off limit switch setting is over, operator must feed a pre-rolled sheet into the carriage and Z-bar, pushing it lightly against frame contact actuators. On actuation of frame contact limit switches all further operations take place automatically. Rolled body is clamped at the rear with pneumatic clamps. Upper welding roller comes down making contract with lower weld wheel and welding pressure is developed between wheels by hydropneumatic clamping cylinder and spring. Once the correct welding force is generated, the switch fitted on cylinder actuates wire feed system. The carriage is pushed forward at the start of operation by means of fly-start mechanism. Initially reduced current is applied for a pre-determined length and thereafter-full welding current is provided. The weld initiation with reduced current and change over to full current is done automatically by welder control. At the end of weld, the current is cut-off, wire, feed system stops and upper weld wheel goes up automatically. The job can be taken out after clamps are released and carriage is pulled back by spring balancer making machine ready for next cycle. Provision is also made for foot switch initiation in place of frame contact to initiate weld cycle. Easy Maintenance:Open side mounting of weld wheels, with easy accessibility to every working part along with use of highly reliable, high quality parts like solenoid valves, bearing, weld wheels, etc. reduce the need and frequency of maintenance. A class 'F' insulated welding transformer and other specially built assemblies like drive unit, wire reservoir, control system allow 24 hour continuous operation of machine. Service Facilities: (to be provided by customer) Compresses Air:Minimum pressure 5.6 Kg./cm sq. Cooling Water: 10 LPM @ 3 kg/cm sq. pressure and 18 degrees C for welding arm cooling. 10 LPM @ 3 kg/cm sq. pressure and 30 degrees C for thyristor cooling
...more
seam welding machines
These machines are precision built, with careful design and robust contruction, suitable for long trouble free service. Each machine is submitted to rigorous proving tests before delivery is made, in order that the machine may be ready for immediate installation and operations at customer's works. The Know-How that enables MECHALONIC ENGINEERS to offer these machines is backed by many years of experience in Welding Technology. Machines covered under this section are single phase AC for seam welding application in the manufacture of Drums & Barrels, Fuel Tank, silencer, Muffler, Shock Absorber, etc. SPMs AND THREE PHASE D.C. MACHINES : Mechelonic Engineers have in their range a number of SPMs for seam welding applications for jobs, such as fully automatic barrel and shell welding (longitudinal), tub cover welding (circumferential), shock absorber welding, fuel tank welding and other automobile components. Mechelonic Engineers also have seam-welding machine with 3-phase DC transformer and matching controls.
...more
Seam Welding Machine

seam welders
These machines are precision built, with careful design and robust contruction, suitable for long trouble free service. Each machine is submitted to rigorous proving tests before delivery is made, in order that the machine may be ready for immediate installation and operations at customer's works.The Know-How that enables MECHALONIC ENGINEERS to offer these machines is backed by many years of experience in Welding Technology.Machines covered under this section are single phase AC for seam welding application in the manufacture of Drums & Barrels, Fuel Tank, silencer, Muffler, Shock Absorber, etc. SPMs AND THREE PHASE D.C. MACHINES : Mechelonic Engineers have in their range a number of SPMs for seam welding applications for jobs, such as fully automatic barrel and shell welding (longitudinal), tub cover welding (circumferential), shock absorber welding, fuel tank welding and other automobile components. Mechelonic Engineers also have seam-welding machine with 3-phase DC transformer and matching controls. Specifications : Ratings KVA: 50, 75, 100 150, 200. Construction: Robust construction, streamlined appearance with maximum resistance to deflection. Welding transformer enclosed in the main frame, pneumatic control mounted on the machine. Welding Transformer: Transformer conforms to IS:4804 Part-I and RWMA Standards, water cooled, class 'F' insulation with thermoswitch protection for overloading. Current Control: Welding current adjustable from 50 to 100% by means of a tap change links. Cooling System: Thyristors, Transformer, Secondary connections and electrode wheels are water cooled. Electrode Force: Upper arm is actuated by heavy-duty 2-way pneumatic cylinder, controlled by solenoid valve. Compressed air at 2.0 Kg/cm.sq. to 5.6 kg/cm.sq. provides electrode force. Air filter, lubricator, regulator, pressure gauge are provided as standard accessories. Electrode Drive: Machines are provided with different drive system depending on the application. Customer to specify the preferred system. Narrow Track Seam Welding (Optional at Additional Cost): In order to weld coated sheets for application like fuel tank, machine with narrow track welding (2.5 to 3 mm weld width) facility could also be supplied. In narrow track seam welding, weld wheels are of thickness 6 mm constantly coined for circular profile, which results in narrow contact with very high-pressure density. Due to this high-pressure density the coated material on the sheet metal is squeezed out during the welding. Motor Drive: Machine will be supplied with drive system comprising AC squirrel cage induction motor, with variable speed AC drive and Reduction GearBox as standard.
...more
Seam Welder for Steel Mill
Seam Welder for Steel Mill This special purpose moving head seam welder is specially designed for steel strip joining in continuous processing plants such as galvanizing plants, coating plants and rolling mills. This machine is primarily used for high speed operation providing minimum pause in line for coil joining. The high strength limited overlap joint produced in the strip is quick and economical for processing. Construction:The main frame of the machine consists of a fabricated bridge structure with adequate reinforcement to provide rigidity. The upper beams support and guide the welding head trolley. The lower part supports the shunt and takes up the welding force besides supporting the clamps and other accessories. This designs combines a compact streamlined appearance with maximum resistance to mechanical deflection. The welding head consists of two weld wheel holders with silver contacts, independently mounted on individual guided rams. One of the weld wheels is used for welding, whilst the other is used for the return path. The independent mounting ensures that the requisite welding force can be applied to the weld wheel and the return path wheel. The welding transformer along with the welding head is trolley mounted. His ensures the same electrical path throughout the width of the strip being joined. A variable drive is provided to the trolley to achieve the welding speed. The is suspended from a track on the top part of machine frame. A rigid beam at the bottom provides support for the backup for the strips at the bottom. The strips are clamped along the full width a cylinder at either end to provide uniform clamping force. The clamps retract to provide clear passage for the strip. Control:The sequence control of the machine is through a PLC. The welding current control is through a thyristor contactor. This in turn is controlled by a thyristor firing circuit housed in an independent rack inside the control cabinet. The welding speed control is also provided away from the operator control panel (since there is a tendency to disturb setting and hence the weld quality). The operator station has facility to vary the weelding current. The heat-cool is provided inside the control cabinet. The thyristor requires water cooling and is protected by water flow switch, thermoswitch, thyrectors etc. Optional Accessories (At extra cost) Re-squaring Shear:An integral hydraulically operated shear at entry end trims the tail end of the coli prior to welding. Tail-end Positioner:After trimming the tail end, the strip is positioned automatically to ensure the required overlap for welding and clamped. This facility can only be used in conjunction with resquaring shear. Weld Identification Hole Punch:A punched hole for weld identification is provided( usually dia. 25mm). Notcher (Optional): A notcher is provided on either side of the sheet. This is used to provide a notch at either end of the joint when sheets of different widths are joined to enable smooth entry of a wider head end of a new coil or to enable setting of slitter on a narrower head end of new coil. The notcher shall be capable of notching a joint where the difference is width of the two sheets to be joined shall be 150 mm at each notcher. Edge sensors are provided to automatically position the notcher with respect to the sheet edge when initited. This shall be used alongwith the puller for precise positioning of joint in centre of notcher when required. Four Point Centring (Optional): The four point centring mechanism consists of two sets of vertical rollers mounted on LH and RH lead screws on positioning drive shaft. These rollers also have edge sensors which determine the position of each roller with respect to the sheet edge. When all the sensors (or any three) sense the sheet, the sheet will have been centered. This set of centring rollers are required one each on the head end side and tail end side of the welding position for the two sheets to be joined. Inerlock with Line Computer (Optional): Facility for interlock with line computer is provided by suitable interfacing of hardware and software interlocks.
...more
Projection Welding Machine

Press type Spot Welders
Press type Spot Welders are designed for extra ordinary versatility and are available with different styles of welding head arrangements. These air operated welders are designed for high speed production work to meet the needs of a vast number of metal fabrication shops. Automatic feed mechanism with X-Y axis and Rotary movements with PLC could be supplied for fast production. A variety of electrodes and toolings can be fitted to render them suitable for spot welding, simple projection welding, electro-brazing, hot riveting, electro-forging and upsetting. Fully solid state electronic controls (Microprocessor based or CMOS based) are available for using with machine in order to obtain consistent and accurate weld results on a wide range of materials at a high speed automatic operation. These machines are designed and manufactured conforming to the Indian Standard Specification No.IS:4804 Part I and III or as per guidelines of JISC-9303 by a team of highly experienced engineers in welding technology. Specifications : Standard Ratings: 25, 35, 50 and 75 KVA @ 50% duty cycle. Type: Air operated stationary press type Spot welders with pneumatic cylinder mounted directly. Standard Throat Depths: 300, 450, 600, 750 and 900 mm (Machine with other throats also available on request). Electrodes / Dies Toolings: One Pair of Morse Taper 2 straight Electrodes supplied as standard with the machine. Machine can be provided with custom-designed spot welding electrodes or welding dies to suit various sizes and shapes of work pieces, and suitable jigs and fixtures for holding, guiding and indexing of the work-piece as required at extra cost. Electrode Control System: Upper electrode actuated by a heavy duty 2-way cushioned pneumatic cylinder controlled by an electrically operated 4-way solenoid valve. Compressed air at 1.5 Kg/cm.sq. - 5.6 kg/cm.sq. (20 to 80 psi) acting on the pneumatic cylinder provides electrode force. Machine provided with air filter, air lubricator, air pressure regulating valve, air pressure gauge. High Lift Facility (Optional at Extra Cost) : "High Lift" (retractable upper electrode) facility shall be provided by means of special cylinder. A hard/foot operated air valve causes the upper electrode to lift to the top most position for easy introduction of the job into the throat of the machine. Dual Pressure System (Optional at Extra Cost) : Dual pressure system shall be provided by means of two sets' of regulating and controlling devices and the necessary air circuits. Working in conjunction with special control units, this facility would enable application of a higher force on the job being welded at any point during the weld cycle. Controls: Appropriate Control will be incorporated with the machine as per requirement.
...more
Press Type Projection Welders
Press type air operated Projection Welders are designed for high speed production work to meet the needs of a vast number of metal fabrication shops. A variety of electrodes and toolings can be fitted to render them suitable for projection welding, cross wire welding, electro-brazing, hot riveting, electro-forging and upsetting.Fully solid state electronic controls (Microprocessor based or CMOS based) are available for using with machine in order to obtain consistent and accurate weld results on a wide range of materials at a high-speed automatic operation. These machines are designed and manufactured conforming to the Indian Standard Specification No.IS:4804 Part I and III by a team of highly experienced engineers in welding technology. Specifications: Standard Ratings: 50, 75, 100, 150, 250 and 300 KVA @ 50% duty cycle. Type: Air operated, stationary press type projection welding machine with pneumatic cylinder mounted directly on the upper arm. Construction: Main frame of the machine is of heavy, rigidly reinforced welded steel construction, streamlined appearance with maximum resistance to deflection. Transformer enclosed in the main frame and pneumatic accessories mounted on the side of the machine and upper and lower arms mounted directly on the frame. Current is carried from the upper transformer terminal to the upper platen tooling through a 'U' shaped laminated copper flexible link designed to provide rolling action as the welding head reciprocates during operation. The welding head is of antifriction type. The pneumatic controls mounted on the side of the machine. The operating control station mounted on the machine is clearly visible and within easy reach of the operator. Standard Throat Depths: 300, 450, 750 mm. Welding Transformer: Transformer conforms to IS:4804 Part-I and RWMA Standards, water cooled, class 'F' insulation with thermo switch protection for overloading. Current Control: Welding current adjustable from 50 to 100% by means of a tap change links. Cooling System: Transformer, Bus Bars, Platens, Electrode and Thyristors are water cooled, followed by discharge to an open drain-pot for visual observation of flow. Water Flow Switch (Optional at Extra Cost): Water flow switches may be provided with the machine to ensure adequate flow of the water for Transformer and Thyristor circuits while operating the machine. Platens: Constructed from high quality copper alloy accurately machined, having 'T' slots to international standards. Dies Toolings: Machine can be provided with custom-designed projection welding dies to suit various sizes and shapes of work pieces, and suitable jigs and fixtures for holding, guiding and indexing of the work pieces, as required, at extra cost. Electrode Control System: Upper electrode actuated by a heavy duty 2-way cushioned pneumatic cylinder controlled by an electrically operated solenoid valve. Compressed air at 1.5 Kg/cm2 - 7.0 kg/cm2 (20 to 100 p.s.i.) acting on the pneumatic cylinder provides electrode force. Machine provided with air filter, air lubricator, air pressure regulating valve and air pressure gauge. High Lift Facility (Optional at Extra Cost): "High Lift" (retractable upper electrode) facility shall be provided by means of special cylinder. A hard/foot operated air valve causes the upper electrode to lift to the top most position for easy introduction of the job into the throat of the machine. The retraction as well as the working stroke is adjustable within a range. Dual Pressure System (Optional at Extra Cost) : Dual pressure system shall be provided by means of 2 sets of regulating and controlling devices and the necessary air circuits. Working in conjunction with special control units, this facility would enable application of a higher force on the job being welded at any point during the weld cycle. Air Reservoir (Optional at Extra Cost): An air reservoir of suitable capacity shall be provided to minimise pressure drop during welding. Adjustment of Welding (Electrode) Force: By adjusting the air pressure regulator provided on the machine. Adjustment of Throat Gap: By vertical adjustment of lower arm. Weld Initiation: By means of operator's foot switch / hand operated switch connected to a low voltage safe initiating circuit. Controls: Appropriate Control will be incorporated with the machine as per requirement. Service Requirements Power Supply: 415 V, single phase, 50 cycles, Machine suitable for connection to 2 lines of 3 phase supply. Main supply cables 2-core type, disconnect switch with fuses of size recommended to be provided by the customer. Compressed Air: Customer to provide air supply at recommended flow volume at a minimum pressure of 5.6 kg/cm2 (80 p.s.i.). Cooling Water: Cooling water at minimum 2.1 kg/cm2 pressure and temperature below 30oC at recommended flow rate to be provided by the customer.
...more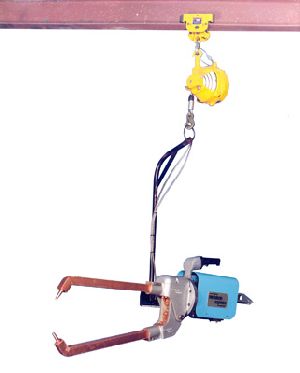
Portable Integral Spot Welding Guns / Welders
Portable Suspension Type Spot Welders are designed for extra ordinary versatility and are available with different styles of welding guns. These air-operated guns are designed for high-speed production to meet the needs of vast number of metal fabrication shops, particularly for the manufacture of automobile bodies and sub-assemblies. These machines are designed and manufactured conforming to the Indian Standards Specification No. IS 4804 or as per guidelines of JISC-9303 by a team of engineers highly experienced in welding technology. Specifications: Standard Ratings:50, 75, 100, 150 and 200 KVA. Type: Portable suspension type Spot Welder comprising suspension system, swivel hook, transformer, with mounted pneumatic controls, secondary cable and air operated welding gun, all assembled. Complete with connected hoses for water cooling. Suspension System (Optional):Suitable suspension system could be supplied depending on the style selected. Cooling System:Transformer, secondary cable, and welding gun water cooled, interconnecting hoses for water cooling within the assembly provided. Customer to provide cooling water supply of recommended flow rate free from residue forming impurities and at a temperature not exceeding 30 degree centigrade. Welding Transformer:Transformer conforms to IS:4804 Part-I and RWMA Standards, water cooled, class 'F' insulation with thermoswitch protection for overloading. Current Control by Transformer Taps (Optional): Welding current adjustable from 50 to 100% by means of a tap change links/switch. Weld Initiation: By means of an electrical thumb switch provided on the gun handle and connected to low voltage safe initiating circuit. Pneumatic Controls:Machine is provided with following pneumatic controls and accessories : Solenoid air valve for controlling the air cylinder, Air filter, lburicator, regulator and pressure gauge. Electrode Control System:Electrode movement of air operated guns by actuation of a heavy duty air cylinder mounted on the gun itself. Compressed Air/Electrode Force:Air 1.5 kg/cm2 - 7 kg/cm2 (20-100 p.s.i) acting in the air cylinder provides electrode force and electrode force is adjusted through air pressure regulator. Dual Gun Operation Facility (At optional extra cost):Provision shall be made for connecting two guns and two cables to the sane transformer, and the same electronic controls suitably set and interlocked to operate the guns at different heat levels and time settings. Secondary Cables:Kickless type, low reactance, flexible, water-cooled secondary cables, 2 metres long, complete with water-cooling hose can be supplied with the machine. Accessories: Spring Balancer, water flow switch, water flow indicator, trolley, MCB, suspension system etc. can be supplied on request. Electronic Controls: Machine will be provided with a set of electronic control units described separately depending upon their application.
...more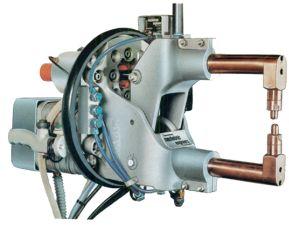
Portable Integral Spot Welding Guns
Portable Suspension Type Spot Welders are designed for extra ordinary versatility and are available with different styles of welding guns. These air-operated guns are designed for high-speed production to meet the needs of vast number of metal fabrication shops, particularly for the manufacture of automobile bodies and sub-assemblies. These machines are designed and manufactured conforming to the Indian Standards Specification No. IS 4804 or as per guidelines of JISC-9303 by a team of engineers highly experienced in welding technology. Specifications: Standard Ratings: 50, 75, 100, 150 and 200 KVA. Type: Portable suspension type Spot Welder comprising suspension system, swivel hook, transformer, with mounted pneumatic controls, secondary cable and air operated welding gun, all assembled. Complete with connected hoses for water cooling.
...more
Multi-Head Spot Welder
Multi-Head Spot Welder Multi-Head Spot Welding Machine is specially designed for welding floor tiles fabricated assemblies. The machine is equipped with ten welding heads, five welding transformers, microprocessor based control, pneumatically actuated welding heads and job guides. Operation:The operated loads the pre-tacked assembly on the welding machine and position the job for the first set of spots on flange. He then initiates the welding heads descend to weld and retract after welding,. The operated then indexes the job forward to align with the next set of spots to be made. This sequence is repeated till all the spots are made. The determines the welding heads, which are actuated in three groups. The ten welding heads are divided into three groups. The middle six heads are in one group. The two outer heads (first from each end) are in one group and the immediate next heads are in group. A selector switch(s) determine which heads are actuated when the foot-switch is initiated. This permits selected group from being activated when the corresponding spots are not required. Construction:The main frame of the machine is “D” frame type and is of heavy, rigidly reinforced welded steel construction. The welding heads are on the upper arm. The lower arm provides the reaction force required and the bottom shunt or electrode. The machine frame combines a compact streamlined appearance with maximum resistance to mechanical deflection. The transformers are housed inside the machine frame. The control is either mounted on the machine frame or free standing and easily accessible. Welder Control:PLC based welder control, with logic and sequence control, complete with thyristor contactor is provided. The welding parameters are settable and can be easily adjusted to suit requirement. The control has fault annunciation capability. Cooling systems: The transformers, electrodes and thyristors are water cooled and provided with inlet manifold and outlet manifold. Alternately, the discharge to an open drain pot, for visual observation of flow, can be provided. Electrode Control System: Heavy–duty pneumatic cylinders actuate the electrodes. The cylinders are operated through solenoid valves by the weld control. Compressed air at 2 kg/cm2 to 7 kg/cm2 acting through the pneumatic cylinders provides the electrode force. Machine is provided with air filters, regulators with gauge, lubricator etc, together with internal air connections. Adjustments of Welding Force: The welding force is adjusted by setting the air pressure in the welding head cylinder wit the help of the regulators.
...more
Micro Head Welders
Micro Head Welders High performance weld heads built for durability: Low inertia, fast follow-up designsImprove weld consistency, reduce metal expulsion, and improve weld appearance Adjustable force firingPermits high quality welding since welding force is independent of electrode stroke length Pneumatic or manual actuationConfigurable according to requirements Rugged industrial designImproves productivity, minimizes repair costs and ensures long.All are precision, low inertia, force-fired designs, with a narrow vertical profile. They are ideal for both production line and bench applications and can operate at very high speeds Precision ControlThin design of the Weld Heads add consistency and control to complex welding applications. Their low inertia designs ensure the fast dynamic response required for the electrodes to follow the minute expansion and contraction of the weld joint as it heats and cools. A differential motion force-firing system initiates the welding control at the precise moment when the pre-set electrode force is applied to the work pieces.
...more
metal gathering machines
Resistance Heating and Upsetting Machines are designed for use in drop forging and valve industry. Generally upsetting can be applied to almost any application calling for the gathering of stock material to enable a component to be produced with the minimum of press works. The perfect “grain-flow” obtained, together with extremely short heating times the upsetting machine is ideal for a variety of jobs and almost in all cases no external or additional heat is required for the subsequent forging operations. These machines are employed for the production of a wide range of shapes and sizes such as formation of beads, bulbs, collars, stops and flanges on rods as well as tube stock as required in the manufacture of parts like valve heads, bolt heads, control rods, bobbins etc. A typical application of this machine is to produce upset blanks for the subsequent manufacture of engine valves. Specifications: Type(Vertical or Horizontal):Actuated by pneumatic hydraulic or fully hydraulic system. Standard Rating:Pneumo Hydraulic:15,30.45 KVA Hydraulic: 15,30,45,75,100,150,200 and 300 KVA. Workable Materials:Low, medium and high carbon steels, special alloy, stainless steel, non-ferrous material such as copper, brass, bronz etc. Upsetting Forces:The work piece is firmly gripped in pneumatically/hydraulically operated sliding contact dies. one end of the rod rests on the upset slide operated from pneumatic/hydraulic cylinder; the top end of the rod which is to be upset rests against the anvil whose movement is controlled by an adjustable hydraulic flow control valve. The transformer output is connected between the clampingdies and the anvil. On application of the ram pressure and high amperage current, the length of the work piece between the clamping dies and anvil heats up and gather. Simultaneously, the rod is slowly pushed through the clamping dies and the anvil is retracted gradually until the required shape of bulb is formed. Semi-automatic Operation:Apart from the material loading and unloading of the work pieces, all machine operations are carried out automatically. Construction: The main frame of this machine is of heavy, rigidly reinforced welded steel plate construction. It combine a compact, streamlined appearance and maximum resistance to mechanical deflection. the frame will support the transformer, gathering cylinder with adjustable ram, hydraulically controlled retracting anvil assembly and contact clamps, all these features being generally as detailed below. Gathering Cylinders:Upsetting pressure will be provided from a double acting Air/ Hydraulic cylinder, mounted on the machine and coupled to a slide mounted on the machine and coupled to a slide mounted on which will be provided a replaceable cup locator to locate and support the free end of the stock prior to and during the up-setting sequence. Screw adjustment will be provided on the coupling between the operating piston and the saddle unit to cover for a wide range of component lengths. Upset pressure will be applied automatically at the correct point in the operating sequence, and will be removed when an adjustable dog operates a limit switch. The length loss can be adjusted by adjusting the position of the limit switch dog. Contact Clamps:These clamps are arranged to engage on the diameter of the bar to complete the heating current circuit and will be an air/hydraulically operated assembly fitted with one set of replaceable clamp inserts. The clamp assembly provides initial support to the incoming bar blank and thereafter retracts to free the heated blank for transfer away from the machine. Anvil Assembly:The unit comprises of a slide mounted in line with the contact clamps, and supporting a water cooled electrode holder which will be lifted with the replaceable anvil pad. The complete sub-assembly is arranged to retract along sideway during the upsetting sequences at a retraction rate controlled by a closed circuit hydraulic system incorporating a variable orifice flow control valve. On completion of the upsetting sequence the heat will be returned to its start position by pressing the reset push button. Air/Hydraulic Control:The machine will be supplied complete with all the necessary air/hydraulic control equipment, including air line filter, lubricator, gauges, pressure regulator, heat exchanger, pump motor, control valves etc. Water flow Switch: Can be supplied as optional for machine and thyrister control.
...more
metal gathering machine

Handle & Car Lug Welders
Application Machine Model: Ear lugs of paint can -- 15-02 Wire handle (chapdi) on can top (upto 5 kg.) -- 15-02 Handle on 5 ltr. rectangular can (one side at a time)-- 15-02 Wire handle (chapdi) on 15 kg. Container -- 15-03 Handles on 5 Kg. rectangular container -- 15-03-01 These machines are fully tooled up for specific jobs, for obtaining high-speed production, easy handling, consistent weld quality and cost saving. For applications such as Ear lugs welding, chapdi welding (upto 5 kg.), 5 ltr. rectangular can handle welding (1 side at a time) the basic machine employed is 15-02, 20 KVA capacity and independent tooling could be supplied for each job. For welding chapdi on 15 kg. rectangular can, the machine model 15-03, 30 KVA capacity with special fixture is recommended. A 30 KVA machine with dual head is recommended for welding handle on 5 litre rectangular can. Specification: Type:Air operated stationary press type Spot/Projection welders with pneumatic cylinder mounted directly on the upper arm. Construction:Robust construction, streamlined appearance with maximum resistance to deflection. Transformer enclosed in the main frame and pneumatic accessories mounted on the side of the machine and upper and lower arms mounted directly on to the body. Operating control station mounted on the machine clearly visible and within easy reach of the operator. Welding Transformer:Transformer conforms to IS:4804 Part-I and RWMA Standards, water cooled, class 'F' insulation with thermoswitch protection for overloading. Current Control:Welding current adjustable from 50 to 100% by means of a tap switch. Cooling System: Transformer, Electrode holders, welding electrodes and thyristors are water cooled. Electrodes/Dies Toolings: Machine can be provided with custom-designed spot welding electrodes / projection welding dies to suit the individual application, and suitable jigs and fixtures for holding, guiding and indexing of the work-piece as required at extra cost. Electrode Control System:The upper electrode actuated by a heavy duty 2-way cushioned pneumatic cylinder controlled by an electrically operated 4-way solenoid valve. Compressed air at 1.5 Kg/cm2 - 5.6 kg/cm2 (20 to 80 psi) acting on the pneumatic cylinder provides electrode force. Machine provided with air filter, air lubricator, air pressure regulating valve, air pressure gauge. Adjustment of Electrode Force : By air pressure regulating valve provided on the machine. Adjustment of Electrode Stroke: By vertical adjustment of lower arm / platen. Weld Initiation: By means of operator's foot-switch connected to low voltage safe initiating circuit. Control: Control model ME-201, C MOS integrated circuits based. Fully synchronous weld parameter is incorporated with the machine. The timers, slope control, heat control and control station are housed in a 19" Euro chassis with plug-in cards mounted on the side of the machine. The total box can be disconnected by removing a single plug. Timers: Squeeze, weld, hold and off time of 1-99 cycles +/- zero cycle in steps of 1 cycle to provide accurate timings. Heat Control: The phase shift firing of thyristors enables smooth and continues adjustment of welding current from 10 to 100%. Slope Control: Facility of "Soft Start" and gradually rise of current during initial period of 1 to 9 cycles is provided and is adjustable in steps of 1 cycle. Power Thyristor Switch Assembly: A pair of water cooled Power Thyristors of adequate rating with thermoswitch and surge protection devices are housed inside the frame of the machine. Indicators: LED indicators provided in the front panel displays the operation sequence and also helps quick and easy location of faults. Technical Data
...more
grating welding machines
Mechelonic Engineers’ Steel Grating Welding machines has been specially designed for the manufacture of steel gratings by electrical resistance welding. The application on high current and high forging pressure under precise control of a special welding controller and a PLC based sequence controller results in high quality electro forged weld joints that meet the highest standards. the machine can be used for the manufacture of world class gratings using round., square or twisted cross bars. The machine operation does not require any skilled labour. Apart from the loading of the cross and bearing bars, the machine is completely automatic. The machine comprises of hydraulically operated weld press with cross bar guides and a chain conveyor system. The welding transformers and the secondary systems are designed to ensure high efficiency. The welding parameters are easily settable through a user friendly interface to the control system. The gratings produced on the machine iffer the following advantages • High mechanical strength of joint• High load bearing capacity• Minimum distortion• High dimentional accuracy• No pre-notching of bearing bar• Clean joints
...moreBe first to Rate
Rate ThisOpening Hours
Share your Correspondence Details to receive messages from Mechelonic Engineers Pvt. Ltd.