
NST Vacuum Molybdenum Furnace
150,000 - 1,550,000 Per Piece
1 Piece (MOQ)
The equipment features and the main purpose Basic principles and uses In the case of vacuum or atmosphere protection of the material for non-polluting heat treatment equipment can be nitrogen argon hydrogen and other atmosphere sintering. Mainly used in high temperature atmosphere sintering high temperature vacuum sintering transparent ceramics and other materials sintering. The structure of the composition Furnace body furnace lid bottom vacuum system control system cooling system heating body and insulation screen. The structure that The furnace vertical shell its inner and outer are made of 304 stainless steel cylinder the outer mirror polished. Inside and outside the tube and the front and rear flange welded into a whole the furnace body with electrode holes suction holes vent holes thermocouple holes infrared holes and observation holes the interface materials are stainless steel. The lid from inside and outside the head and flange welding the middle of the water can be cooled the lid open device. The bottom the inside and outside the head and flange composition the middle of the water cooling the lower part of the filling and discharging holes fixed in the lower part of the furnace with electrode extraction device. Heating body and insulation screen heating elements made of high purity film effectively increase the radiation area to ensure uniformity of the temperature zone. The bottom of the insulation screen with a tungsten plate the other using the template and stainless steel plate production. The vacuum system mainly by the direct pump molecular pump or diffusion pump pneumatic baffle valve pneumatic shut-off valve digital composite vacuum gauge vacuum pipe bleed valve bracket and other components; vacuum pipe and pump between Metal corrugated hose quick connector connection (slow vibration). The control system A computer automatic control system (optional) Automatic PLC flat panel touch computer control (XP) system you can manually switch automatically. Features are as follows The control system software is developed by our company man-machine interface operating system picture-friendly simple operation fast running real-time monitoring of the furnace conditions the system is stable and reliable. Software color simulation screen display industrial grade Tablet PC fast response anti-interference ability temperature display and vacuum valve control are integrated analog screen operation. The device can adopt the temperature curve power curve vacuum curve water temperature curve air pressure curve and sintering time curve user-friendly analysis based on historical curve sintering process. Data can automatically generate excel file through the usb interface test. The temperature control method for the following thermocouple 1700 ℃ temperature control more than 1700 ℃ infrared instrument automatic control high and low temperature automatic conversion. Communication interface such as RS232 RS422 CAN LAN USB etc. easy and other equipment networking applications. Software control interface visualization can dynamically display the workflow convenient and intuitive. The software free upgrade for life. Standard configuration manual instrument automatic temperature control 1700 ℃ below the thermocouple temperature control more than 1700 ℃ infrared instrument automatic control high and low temperature automatic conversion. Water cooling system the furnace the upper and lower end of the cover with water-cooled structure of the form in and out of the water main pipe installed on the hydraulic relay and pressure gauge while the control cabinet connected to the abnormal state alarm. Can qualitatively observe the water flow size of each waterway. The entire water cooling system to ensure.

Vacuum Furnace
Get Price Quote
1 Set(s) (MOQ)
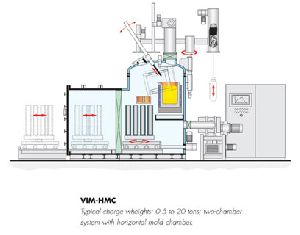
Induction Vacuum Furnace Refining of high purity metals and alloys Casting of aircraft engine components For Titanium and Reactive metals melting and casting, used in fields like Aerospace, Automotive and Medical Melting of Lanthanum Melting and casting of Ferrous Metals (steel, cast iron) and their powder production. For melting precious metals (gold, silver, platinum group) and making of metal ingots, sheets, rods and grains production in batch production. For the homogenization of steel samples coming from a scrap batch. Master alloy stick for processes such as investment casting etc.
Best Deals from Vacuum Furnace

Vacuum Furnace
Get Price Quote
1 Piece (MOQ)

Vacuum Annealing Furnace
350,000 Per Piece
1 Piece(s) (MOQ)
For the safe storage of our offerings, we have installed our own storage facility. Laced with modern amenities, our facility helps us in furnishing urgent requirements of the clients at a time. We are working with a group of professionals who make special emphasis on the products packaging and ensure that the material is procured from the reliable sources only. Our Vacuum Annealing Furnace is widely preferred for its robust built, high temperature range, user-friendliness, and energy efficiency.

Vacuum Carburizing Furnace
Get Price Quote
We offer a wide range of top quality Vacuum Carburizing Furnace with temperature range until 1500oC. Vacuum Carburizing Furnace is widely used for carbonitriding, hardening and case carburizing of variety of steel fabricated components. Vacuum Carburizing Furnace is specially equipped with hydraulic lifting, automatic temperature control and drip feed, our ranges of products can be electrically heated, gas fired or oil fired. Owing to the international standard, our products are available in the following standard sizes : Dia 500�Depth 700 mmDia 600�Depth 900 mmDia 600�Depth 1200 mmDia 800�Depth 1200 mmDia 900�Depth 1200 mmDia 900 � Depth 1500 mmDia 900 � Depth 1800 mmDia 1000 � Depth 2000 mm We manufacture custom sizes also.

horizontal vacuum furnace
Get Price Quote
The horizontal vacuum furnace used or heat treatment applicatioins and has been provided with high pressure gas quenching facility. Hot zone size is 600 (W), 600 (H), 900 (D) and the operating temperature 1300-1500 OC (±5 OC)

PIM & MIM Vacuum 2nd Stage Debinding and Sintering Furnace
Get Price Quote
Metal Injection Molding (MIM) ProcessMetal injection molding (MIM) offers a manufacturing capability for producing complex shapes in large quantities. The process utilizes fine metal powders (typically less than 20 micrometers) which are custom formulated with a binder (various thermoplastics, waxes, and other materials) into a feedstock which is granulated and then fed into a cavity (or multiple cavities) of a conventional injection molding machine. After the “green” component is removed, most of the binder is extracted by thermal or solvent processing and the rest is removed as the component is sintered (solid-state diffused) in a controlled-atmosphere furnace. The MIM process is very similar to plastic injection molding and high-pressure die casting, and it can produce much the same shapes and configuration features. However, it is limited to relatively small, highly complex parts that otherwise would require extensive finish machining or assembly operations if made fromany other metal-forming process.The advantages of the metal injection molding process lie on its capability to produce mechanical properties, nearly equivalent to wrought materials, while being a net-shape process technology with good dimensional tolerance control. Metal injection molded parts offer a nearly unlimited shape and geometric-feature capability, with high production rates possible through the use of multi-cavity tooling.Process Overview FeedstockMixing and Granulating - The first step in the MIM manufacturing process is the production of the feedstock that will be used. It begins with an extensive characterization of very fine elemental or pre-alloyed metal powders (generally less than 20 μm). In order to achieve the flow characteristics that will be required in the injection molding process, the powder is mixed together with thermoplastic polymers (known as the binder) in a hot state in order to form a mixture in which every metal particle is uniformly coated with the binder. Typically, binders comprise 40% by volume of the feedstock. Once cooled, this mixture is then granulated into pellets to form the feedstock for the injection molding machine. Molding - The next step is the molding of the part in a conventional injection molding machine. The feedstock pellets are gravity fed from a hopper into the machine’s barrel where heaters melt the binder, bringing the feedstock to the consistency of toothpaste. A reciprocating screw forces the material into a two-part mold through openings called gates. Once cooled, the part is ejected from the mold with its highly complex geometry fully formed. If necessary, additional design features not feasible during the molding process (undercuts or cross holes, for example) can be easily added at this stage by machining or another secondary operation. Binder Removal - The ejected as-molded part, known as a “green part”, is still composed of the same proportion of metal and polymer binder that made up the feedstock, and is approximately 20% larger in all its dimensions than the finished part will be. The next step is to remove most of the binder, leaving behind only enough to serve as a backbone holding the size and geometry of the part completely intact. This process, commonly referred to as “debinding”, may be performed chemically (catalytic debinding) or thermally, which in some cases may involve a solvent bath as the initial step. The choice of debinding method depends on the material being processed, required physical and metallurgical properties, and chemical composition. After debinding, the part is referred to as a “brown part”. Sintering - In this process, which is performed in the highly controlled atmosphere of either a batch furnace or a continuous furnace, the brown part is staged on a ceramic setter and is then subjected to a precisely monitored temperature profile that gradually increases to approximately 85% of the metal’s melting temperature. The remaining binder is removed in the early part of this cycle, followed by the elimination of pores and the fusing of the metal particles as the part shrinks isotopically to its design dimensions and transforms into a dense solid. The sintered density is approximately 98% of theoretical. The end result is a net-shape or near-net-shape metal component, with properties similar to those of one machined from bar stock. Of course, if necessary, post-sintering operations such as coining, machining, heat treating, coating, and others, may be performed on the part to achieve tighter tolerances or enhanced properties. When to Use MIM?MIM is an established, highly evolved metal-forming technology, producing intricate components that go into a great variety of end products in countless industries. But, as is true with all metal-forming technologies, MIM is not suited for every application, all the time.To help you understand exactly where MIM emerges as the ideal fit for component fabrication, in this section we offer some general guidelines to use in assessing whether your part is a candidate for the metal injection molding process. You’ll also find some straightforward comparisons between MIM and alternative technologies that will provide further data for your assessment. Finally, we offer a comprehensive, though not exhaustive, listing of the range of materials that are being used in the production of MIM parts.General GuidelinesWhat makes a particular component an ideal candidate for fabrication via MIM? We break down our guidelines into four basic areas: complexity, size, production volume, and final properties.ComplexityMIM offers the same design freedom as plastic injection molding. The more geometrically complex a part is, the more solid the rationale for manufacturing it via the MIM process. Parts may include cross holes, angle holes, internal threads, irregular shapes, splines, undercuts, side holes or grooves, complex contours, orcantilevers.Parts that would usually be made by assembling multiple components can be designed as a single MIM part. Some parts that could not be fabricated via any other process can be made through MIM. A Complexity that would be cost prohibitive to do via multiple machining operations or by casting and then finishing can be achieved cost effectively through MIM processing.SizeIn general, the weight range MIM parts tend to fall within is 0.1 to 250 grams, although above 100 grams the high cost of the extremely fine powders used in the process begins to neutralize MIM’s cost advantages, unless the complexity is extreme. The Parts should have wall thicknesses not less than .13 mm (.005 in.) and not more than 12.7 mm (.5 in.). Due to material flow limitations, the distance from gate to the farthest point on the part should be around four inches. MIM part tolerances are nominally ±0.3%–0.5%, although tighter tolerances can be achieved in some cases if deemed essential.Production VolumeMedium to high volumes of 10,000 to 2,000,000 parts annually are typically needed in order to be able to amortize costs associated with tooling and start-up engineering. The best economic advantages are achieved at the highest quantities, due to the benefits of larger material purchases, multi-cavity tooling, and dedicated production units.Final PropertiesMIM fabrication is ideal where near-full density, high impact toughness, fracture toughness, and fatigue and corrosion resistance are required. And if non-standard material properties are required, these can be developed with new alloy systems.MIM is appropriate for materials that are difficult to machine, materials with multi-phase microstructures, or high work-hardening materials. And it delivers a high-quality surface finish (32 rms or better) and cleaner feature detail than investment casting.Technology ComparisonsThere is a place for each of the traditional metal-forming processes: each has its own strong suits as well as its limitations. But wherever a component fabrication choice exists between MIM and one or more of the other processes, it pays to see how they stack up in a head-to-head comparison.MIM vs. Conventional PM MIM can produce geometries that eliminate secondary operations MIM offers superior density, corrosion performance, strength, ductility MIM can combine two or more PM components into one, reducing part count MIM parts offers superior magnetic performance MIM vs. Machining MIM designs save material and weight MIM provides cost savings through better material utilization—sprues and runners can be reground and reused as feedstock with no compromise to final properties Molding from a single tool eliminates multiple set-up operations Difficult-to-machine materials can be molded into a neat shape MIM vs. Investment Casting MIM can produce thinner wall sections, sharper cutting points MIM produces a better surface finish MIM is better for small-diameter blind and through holes MIM greatly reduces requirements for finish machining MIM produces high volumes of small components at a lower cost, faster lead times Materials RangeThe Metal Injection Molding industry can manufacture an extremely wide variety of metal alloy compositions for use in your application. The alloy families shown below make up a broad representation of the spectrum of alloys which can be/have been produced for various applications. If you do not see the exact alloy or alloy family shown on our extensive list in which you have interest, please contact your supplier in order to see if the alloy or a substitute alloy is available. Working closely with your supplier will enable you to find the best solution for your application.The most common alloy families are:Iron, low-alloy steels, stainless steelsOther alloysAluminum alloys, bio-compatible alloys, carbides, ceramics, cobalt-based alloys, controlled-expansion alloys, copper and copper alloys, hard metals, heavy-metal alloys, magnetic alloys (soft and hard), nickel-based alloys, precious metals, reactive metals, shape-memory alloys, specialty alloys, titanium and titanium alloys, tool steels.

vacuum brazing furnaces
Get Price Quote
Reasons to Braze under Vacuum The following reasons support the use of brazing under vacuum: Calibrated use of alloy with magnesium (4045, 4044, 4104, 4004) to prevent excessive Mg sublimation in the vacuum chamber High final vacuum due to high capacity pumping systems (cryogenic pump + diffusion pumps), which produce a low oxygen atmosphere Rapid transition of the load temperature during the heating phase from 520 °C (starting temperature for Mg sublimation) to 605610 °C thanks to high power furnaces, a feature that prevents an oxidized layer (Al2O3) from reforming on the surface of the piece newly reduced to Al Suitable fixing systems of the individual heat exchanger prevent the piece from collapsing or deforming Uniform load temperature (± 3 °C at 605 °C) is achieved through accurate control of the output power and by distributing the heating zones Cleanliness of the components No emission of contaminated substances into the atmosphere Controlled cooling of the walls and other elements of the furnace with heated water (80 °C) to prevent atmospheric water vapor from condensing during loading and unloading process

Vacuum Furnace
Get Price Quote

Vacuum Casting Furnace
1,800,000 Per Piece

Vacuum Sintering Furnace
520,000 Per Piece
1 Piece (MOQ)

Vacuum Box Furnace
74,000 Per Piece
1 Piece(s) (MOQ)
With the best in class raw material comes a remarkable finished product, thus we keep a stern check on the material used. Our quality auditors ensure that the products are up to the mark. We lay great stress on packaging and make sure the materials used for packs are industrial grade and superior. Each pack is labeled properly and it carries essential product details. Features : No change in surface structure Composition or properties of steel No oxidation or DE-carburizing Price Range : Rs 74000 - Rs 250000

Vacuum Furnace
Get Price Quote
IHVP has designed and supplied various size of Vacuum Furnaces for special applications like, Vacuum Brazing, Annealing, Hardening, Tempering, etc. meeting to the customer requirements. IHVP and Products are worldwide recognized for manufacturing and supplying superb quality Vacuum Furnaces. Our Industrial Vacuum Furnaces are made using the genuine raw material in order to meet international standards of high performance. These Pressure Vacuum Furnaces contain advanced features making them widely adaptable to cater to various requirements of customers.

Vacuum Furnace
150,000 Per Piece
1 Piece(s) (MOQ)

Vacuum Furnace
Get Price Quote
Vacuum furnaces are preferred over conventional methods of heat treatment such as salt bath furnaces and controlled atmosphere furnaces due to the advantages it brings - such as prevention of surface oxidation, decarburization and low distortions on work pieces thus resulting in cleaner surfaces, less rework and less post-heat treatment cleaning or corrective operations.

Graphite Vacuum Furnace
Get Price Quote

Vacuum Furnace
Get Price Quote
Our company shares glorious credentials with the successful Manufacturers and Suppliers of Vacuum Furnaces. The Vacuum Furnaces we make available are manufactured in compliance with set industrial norms. Few words that better describe our Furnaces are easy to install, durable and reliable. Bulk orders of these are processed by us as per the specific requirements of the buyers. One can obtain these at reasonable rates from us.

Vacuum Annealing Furnaces
Get Price Quote
1 Set (MOQ)

Vacuum Furnace
Get Price Quote
1 Piece(s) (MOQ)

Vacuum Furnace
Get Price Quote
We are offering Dry Vacuuming We remove the equipment from the oven and place it into a vacuum chamber, which removes air and any remaining moisture. Filling We fill the chamber with resin, coating the part and filling in all the gaps and pores in the piece of equipment. Wet Vacuuming We reduce the vacuum levels and hold it for a set period of time. Pressure We increase pressure within the chamber using dry air, nitrogen, or other gases. This allows for even deeper penetration of the resin. Draining We then vent the pressure, drain the chamber of excess resin, and remove the part. Vacuum Heat Treating Furnaces and Vacuum Technology Vacuum Furnace - Vacuum Annealing Furnace - Vacuum Heat Vacuum Furnaces and Sintering Furnaces and Lab Furnaces We are committed to Provide Vacuum Heat Treatment services to customers by Meeting their quality and delivery schedules, with emphasis on continual improvement of the Quality Management System Long-term relationship to achieve

High Vacuum Furnaces
Get Price Quote
High vacuum furnaces, The furnace has effective hot zone size 350x250x450 mm (14”x10”x18”) & load capacity of 100 Kgs. (200 lbs).Treated parts are heated very homogeneously in a temperature range between 150 °C (300°F) and 1315 °C(2400°F) and under vacuum level of 10-5 Torr range. With advanced PLCHMI control system , furnace complies to NADCAP requirement “ Furnace is highly flexible since it can be used for hardening with high pressure gas quench and brazing application under high vacuum for complex aerospace parts” Mr. Oguzhan Kocaman Quality Manager, quoted after completing the production trials.

Vacuum Furnace
Get Price Quote
We pleased to get this opportunities to introduce our firm specialized for undertaking refractory Installation work. We involve in this field since long back time and executed several new projects as well as rebuild/ repairing work in India and abroad with excellent quality of work performance within a stipulated time frame. Our company is registered and developed with all infrastructures i.e. equipments, tools-tackles, organized workmen team. So, we are capable to undertake any quantum of related work in any industry and for your kind information, we have our own EPF code, ESIC code no, GST, PAN and manpower holding with valid passport. So, we can comply all statutory liabilities and fulfill all obligations. Assuring you that we shall always be at the best service in future and all your enquiries will receive our best attention, we request you for your kind consideration for us.

Vacuum Furnace
Get Price Quote
FEATURES Options of inert, vacuum and reducing atmospheres Options of 2, 4 or 6-sided heating Excellent Temperature Uniformity Precision programing and Control Process Sequence Control Fast Cycle time Large Range of Sizes and capacities to choose from Applications Thermal technology LLC offers a very wide range of custom Vacuum furnaces to cater to the following applications: Aerospace materials Annealing / Stress Relieving Brazing Electronic Ceramics Gem Enhancement Graphite Processing Hard Metal/ Cermets Heat Treatment Optical Fiber Drawing Non-Oxide Ceramics

Vacuum Heat Treatment Furnace
Get Price Quote
Vacuum Theat treatment furnace manufacturers in India. Since its inception, Triad has been delivering high quality thermal processing equipment for customers. At Triad Engineers, we believe that innovative products and constant improvisation of the existing products. We do this by adding new features and pave a straight path for success and growth. Triad achieves this by partnering with other world leading heat treatment equipment providers.
Vacuum Induction Melting Plants
Get Price Quote
Applications : Melting, Alloying and casting under vacuum of oxidation prone metals and alloys. Main uses are in R&D, Electronic Industry, Dental Applications, Aerospace and Precious Metal Industry.

Vacuum Brazing Furnace
Get Price Quote
Vacuum Furnaces are suitable for a wide range of Heat Treatment for Tools and Die Steels including Hardening, Tempering, Annealing and Stress Relieving as well as for Vacuum Sintering and Brazing. Heating is done under Vacuum of 5x10-2 millibar and Quenching is done using Nitrogen gas with pressures ranging up to 10 Bar (absolute).

Abrostate-1200VCF Vacuum Crucible Furnace
Get Price Quote

Vacuum Heat Treatment Furnace
Get Price Quote
LVH has world class vacuum furnaces of "versa treat" brand with latest technology from its own group LVT. Mainly concentrating to ensure consistent metallurgical results as per standards which in turn results in multi fold life of heat treated products. LVH production centres are spread across the country in order to serve the customers at their door step. LVH has well designed systems & components as in very good pumping stations, optimized heat exchangers including the quintessential quenching fan and the optimized heating chambers.

Fully Automatic Vacuum Furnaces
Get Price Quote
vaccum furnace
4,000,000 Per Piece
![]() Cities
Cities